毕业设计
英文文献翻译
- Stamping Die Design of a Kind of Textile Machine Needle
- A plate stamping mould design
纺织机针的冲压模具设计
胡新平1,2,a,王冠英1,2,b
1机械工程及汽车学院,齐鲁工业大学,济南,山东,250353,中国
2山东省轻工业监控技术先进制造技术重点实验室,济南,山东,250353,中国
ahuxxpp@163.com,bwgygj227@163.com
摘要:本文介绍了一种纺织机针的冲压模具设计。根据纺织针的尺寸,材料和批量生产要求,分析零件的冲切工艺性能,并介绍其零件的一般工作原理,及模具设计的方法和步骤。冲压模具的结构是间隙框架压机,并且选择JB23-25来工作。计算刀刃尺寸和尺寸公差,最后设计相关部件,检查冲压设备和图纸装配图,完成。该冲压模主要由冲模,凹模,定位件,卸料单元,模套,冲压机和紧固件组成。
关键词:冲压模具,纺织机针,模具设计
1.简介:
精密冲裁是一种有效和经济的金属切削工艺,可以生产具有非常高精度,平滑剪切表面的工件。冲压是一种成型方法,通常用于材料加工。有一些工件需要高横截面质量; 例如,纺织机针。在针织过程中,纱线直接与金属针接触,因此需要高度的横截面质量。 研究的重点是通过采用优化的冲压工艺改善切削表面的质量[1,2]。纺织机针可以通过冲压工艺提高生产高效率和质量[3,4]。零件加工是机械生产过程中不可缺少的步骤之一, 根据加工后零件精密度的不同可以分为粗加工和精加工 两种。其中机械零件的精加工属于精密度和严谨度极高 的技术,必须借助现代计算机智能控制技术,实现制 图、磨削、切割以及表面处理为一体的加工流水线。利用高精密制图技术,将其输入计算机之后系统就能够根 据图纸数据进行紧密操作,再加上现代冲压模具和后期 磨削、切割等操作步骤,以自动化生产技术作为依托, 进而实现机械零件的精密加工,保证工厂的生产进度。
2.冲裁工艺性能分析:
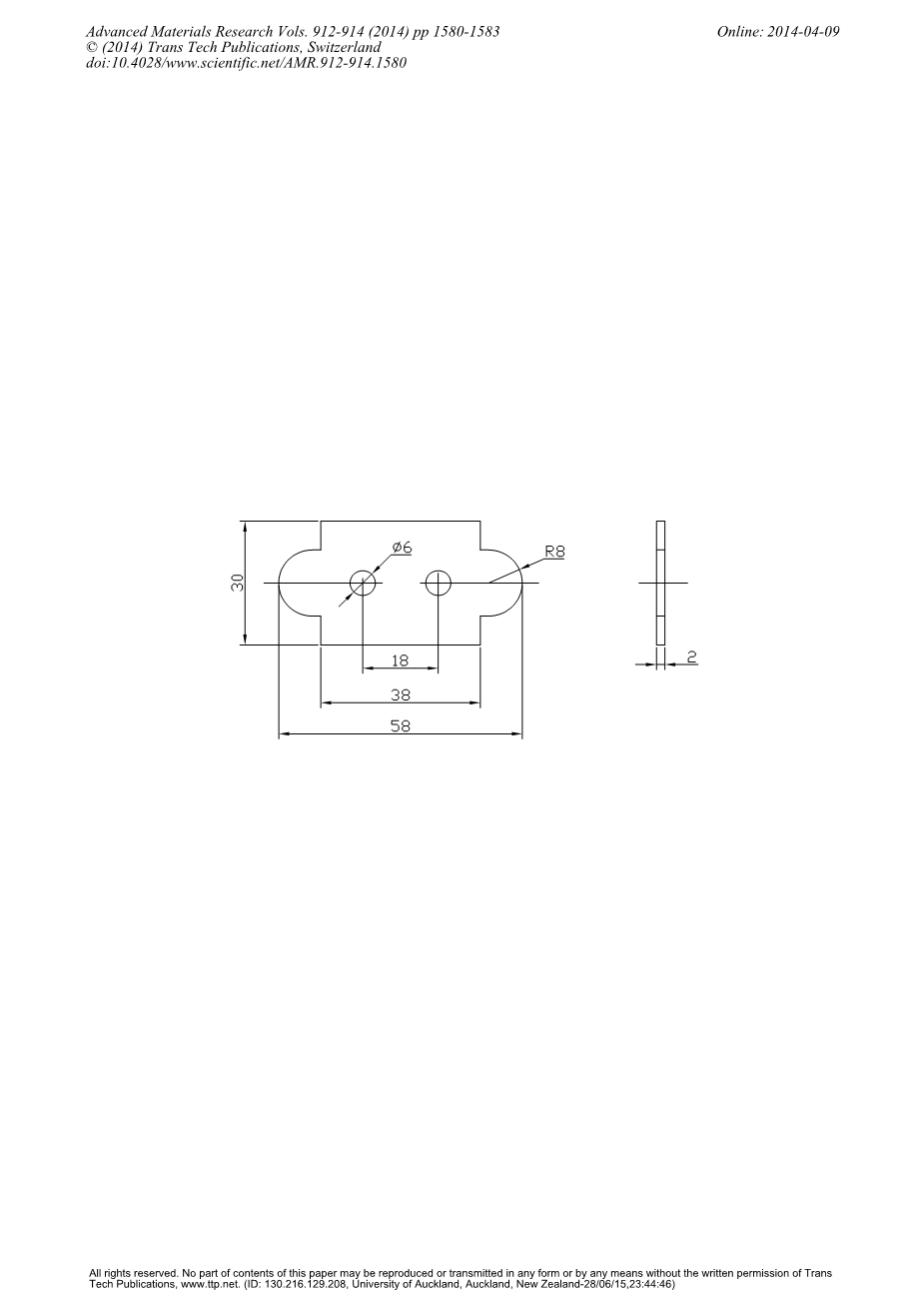
该纺织机针是一块金属板,它的最大外径为90mm,厚度为1.5mm。 其形状简单,不对称,如图1所示。其材质为Q235。所有尺寸均为标称尺寸,必须符合IT14级别。
图1.织机针工件
工件可以在一个冲压操作中形成,并且应该大量生产。 因此模具支架采用后支柱方式,使操作方便。条带由自动进给单元进给,其运动方向由定位销控制。工件的厚度很薄,使得模具使用弹性脱模板和底部卸料。为了节省宝贵的模具钢,冲压模具和凹模通过固定板间接固定在模具衬垫上。
3.相关参数的计算:
3.1工件的布局
考虑到操作简单,结构简单,工件布局是单排的。条带(a1)的侧边缘为2.5mm,两个工件(a)之间的距离为2.2mm。通过PRESSCAD@计算,得出结论,带材的利用率非常高,当工件的中心线与带材的中心线之间的角度为30°时达到37%。 带的宽度为52mm。 一步的长度为15mm。空白布局如图2所示。
图2.工件布局
3.2相关力的计算
冲压力(F1)根据公式(1)计算[5]。
F1=Ltsigma;b (1)
其中L为工件外轮廓的周长; t是工件的厚度; sigma;b为材料的抗张强度。 经测算,这里f1为140484N。
剥离力F2根据等式(2)计算:
F2=K1times;F1 (2)
其中剥离力系数(K1)为0.05。 计算后,这里F2是7024N。
喷射力(F3)根据等式(3)计算:
F3=ntimes;Ktimes;F1 (3)
其中K2是推力系数; n是在凹模中脱出的工件的数量,切削刃的厚度为6mm。 n = 6 / 1.5 = 4。 计算后,这里的F3是30906N。
总力(F)根据等式(4)计算:
F=F1 F2 F3 (4)
计算后,这里F是178KN。 通过上述计算,选择间隙框架压力机,型号为JB23-25,公称压力为250KN。 拉杆行程为30mm。 模具高度为250mm。 工作台尺寸为360times;560mm; 轴孔尺寸为Oslash;50times;70mm。
冲模和凹模之间的侧间隙尺寸(Z)为0.132mm至0.240mm。 摩擦系数(X)为0.5。 冲模和凹模的制造公差(delta;1和delta;2)分别为-0.025mm和 0.035mm。 为了保持侧间隙的尺寸,冲模是基于凹模[6]的尺寸设计的。 基于磨损后的变化,凹模的尺寸分为A,B和C类。 这里A是尺寸越大越大,当模具工作时,B是尺寸将在模具工作时越来越小,C变化很小。
根据式(5)和(6)计算凹模的切削刃的尺寸。
其中Ad和Bd是凹模的切削刃的尺寸; A和B是工件的基本尺寸; Delta;为制造公差; x是系数
4.非标零件的设计
4.1凹模和冲模的设计
凹模结构为板状,材料为Cr12。 其硬度为58至62HRC。凹模的壁厚为40mm。凹模(1和b)的边界尺寸根据等式(7)计算:
l=90.19times;cos30° 2times;40=158.11,b=90.19times;sin30° 2times;40=125.10 (7)
根据等式(8)计算凹模(H)的厚度:
其中F为冲压力,K1为材料的修正系数,合金钢和普通碳钢的修正系数分别为1和1.3; 刀刃(F2)周长的校正系数为30mm,遵守GB2858.1-81。
为了节省宝贵的模具钢,凹模的厚度经计算后为20mm。 标准凹模(160times;100times;20mm)是合适的。
螺纹孔的中心和凹模(L)的边缘之间的距离是根据等式(9)计算:
L=2d=2times;8=16mm (9)
其中螺纹孔(d)的直径为8mm。
销孔中心与凹模边缘之间的距离为15mm。冲模材料为Cr12,硬度为58〜62HRC。 其总高度(H)为63mm。 冲模和死板之间的过渡配合标准为H7 / h6。
4.2选择模具,底板和固定板
凹模的标准尺寸(L1和B1)根据等式(10)计算:
L1=1 2H B1=b 2H (10)
计算后,这里L1为200mm,B1为140mm。因此冲头组的标准规格为200times;125times;35(GB/T2855.5);下模底座标准规格为200times;125times;40(GB/T2855.6);导柱标准规格为25times;130(GB / T2861.1);导套的标准规格为25times;85times;33(GB/T2861.6)
基板和固定板的边界尺寸与凹模的边界尺寸相同。 基板的厚度通常为10mm,其材料为C45。其硬度为42〜45HRC。冲孔板和模座的厚度分别为32mm和40mm,材料为Q235。
4.3冲压模具的结构
图3.冲压模具组装图
1-定位销2-定位螺钉3-柄4-定位销5-剥离螺栓6-冲压组7-冲压垫
8-定位销9-冲模10-冲头支架11-导套12-橡胶13-脱模板
14-凹模15-导柱16-模座17-定位销18-模座19-定位螺钉
冲压模具的结构如图3所示。 其工作部分由完成模制过程的冲模(9)和凹模(14)组成。 脱模机构由脱模螺栓(5),脱模橡胶(12)和脱模板(13)组成,脱模板固定在冲模上。 冲模和凹模通过固定板(7,16)间接固定在冲头组(6)和模组(18)上。 模架采用后柱(11,15)使操作方便。条带由自动进给单元进给,其运动方向由定位销控制。
5.总结
本文分析了一种纺织机针的冲裁技术性能。模具类型和冲压设备通过计算冲压力,剥离力和弹出力确定,冲压设备为JB23-25。讨论了纺织机针刺模工作过程及其模具设计的要点。表明模具结构合理,工件具有非常小的毛刺,光滑的切割表面,并且应该获得预期的目标。
参考文献
[1]陆永海。 针刺法冲压工艺的演变与发展[J]。 纺织配件,2008(2):100-103。
[2]高金章,陈文林,贾丽丽,等。 塑料成型工艺和模具设计[M]。 中国机械出版社,2007。
[3]周康山。 国内制造和海外制造的材料质量分析[J]。 纺织配件,2007(1):24-27。
[4]郑飞,朱世根。 针织针刺模具的使用寿命延长[J]。 纺织配件,2008(3):162-165。
[5]穆林,胡建华,王丽娟,et al。 冲压工艺和模具设计[M]。 中国林业出版社,2007。
[6]洪江晶,宗跃,梁世宏。 支撑板冲压工艺设计[J]。 模具工业,2011(5):33-40。
Advanced Research in Material Science and Mechanical Engineering
10.4028/www.scientific.net/AMM.446-447
Stamping Die Design of a Kind of Textile Machine Needle
10.4028/www.scientific.net/AMM.446-447.650
板冲压模具设计
吴明清1,a;崔毅2,b
1山东交通职业学院,山东潍坊,261206,china;
2山东唐骏奥林汽车制造有限公司,山东淄博,255100,china;
a E-mail: wmq1977@qq.com;
bE-mail: 728796373@qq.com;
摘要:冷冲模设计板的设计,第一部分为技术分析,确定模具的结构方案,设计并选择零部件,主要针对冲头,凹模,模具和冲头设计,并绘制拉丝模具装配图。
关键词:模具;冲压件;冲床;冲压和模具。
1.简介
板料成形技术既是先进制造技术的重要组成部分,又是先进制造技术的重要应用领域。无论是传统材料还是新材料,只有通过成形制造成为具有给定形状和功能的零部件才能服务于国民经济的各个行业,例如,全世界钢材的 75%要通过模具进行塑 性加工,模具已成为现代工业规模生产的基础工艺 装备,在汽车、轨道交通、航空航天、机电、轻工、通信、家电等产品中,60%~80%的零部件依靠模具成形制造,其所具备的高效率、高精度、高一致性是其他加工制造方法所不能比拟的。因此,成形制造技术及装备水平已成为衡量一个国家制造水平 的重要标志,在很大程度上决定着产品的质量、效 益和开发能力,决定着一个国家制造业的国际竞争力。目前,板料冲压成形技术的研究主要集中在材料本构模型、数值模拟技术、冲压工艺参数优化、回弹控制技术等方面。这些传统研究方法所取得的 成果在很大程度上有力地促进了成形技术的发展 随着以高强度钢板、激光拼焊板、铝镁合金板为代 表的新材料的广泛应用以及以热成形为代表的新工 艺的出现,新的科学问题不断出现,主要表现在传 统的
全文共7015字,剩余内容已隐藏,支付完成后下载完整资料
英语原文共 5 页,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[142796],资料为PDF文档或Word文档,PDF文档可免费转换为Word
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

