
英语原文共 12 页,剩余内容已隐藏,支付完成后下载完整资料
快速原型制造技术:原理、代表性技术、应用和发展趋势
颜永年, 李生杰, 张人佶,林 峰,吴任东,卢清萍,熊 卓,王小红
清华大学机械工程系教育部先进材料加工技术重点实验室,100084
摘要:快速成型制造技术(RPM)是许多不同学科的整合。它是基于先进的分散累积形成原理,始于20世纪80年代。它通过首先根据数字模型的分散的片段信息形成一系列层,然后顺序地一起堆叠所形成的层来生成实体。它能够形成具有复杂结构和非均匀材料的部件。传统的RPM技术主要用作产品发明过程中的原型,例如立体光刻,三维印刷,层压对象制造和熔融沉积成型。随后,随着材料和使能技术的进步,出现了许多新的RPM技术,并已经应用于诸如快速加工、成型,直接成型的可用部件,纳米、微米RPM和生物制造领域。这种高度灵活的数字制造方法具有成为全能形成技术的可能性。
关键词:快速原型 快速制造 分散累积成形 快速模具 快速成型 制造业
介绍
从千万年的人类历史中,我们可以看到,我们的大多数文明是建立在成形、整形技术的基础上,实际上人类文明的历史已经由成形技术的发展推动。 我们可以得出结论,我们美好的未来将从现代成形技术的前沿领域受益匪浅,我们现在正在投入,如快速原型制造(RPM)及其衍生技术。
现代成形/成形科学是研究将材料有序地组织成具有确定形状和功能的三维(3D)部分的科学。 根据组织材料的方法,它可以分为四个基本类别:
(1)去除成形
例如传统的车床加工,铣削,刨削,钻孔,磨削,激光切割和放电加工(EDM),通过有序地从原始粗糙模型中去除多余材料来形成零件的古老方法。 它是目前最重要的加工方法。
(2)强制成型
通过施加诸如空腔的外部约束或对材料施加压力来形成部件的古老方法,诸如传统的锻造,铸造和粉末冶金。 它主要用于粗加工,而一些类似精密铸造和精密锻造的端部直接成网状或近似网状。
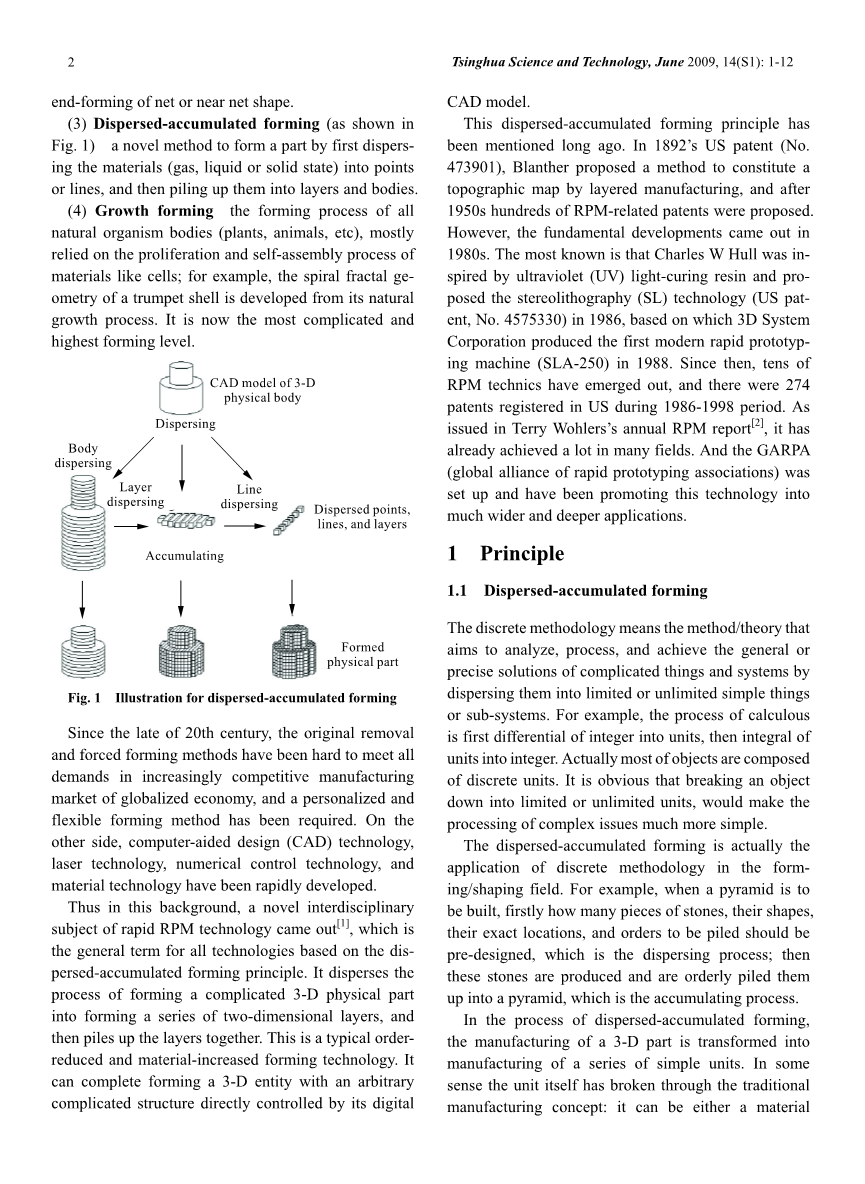
(3)分散累积成形
(如图1所示)一种通过先将材料(气体,液体或固体状态)分散到点或线中,然后将它们堆叠成层和体而形成部件的新方法。
(4)生长形成
所有天然生物体(植物,动物等)的形成过程主要依赖于细胞等物质的增殖和自组装过程; 例如,喇叭壳的螺旋分形几何形状是从其自然生长过程发展而来的。 它现在是最复杂和最高的形成水平。
自20世纪末以来,原来的去除和强制成形方法难以满足在全球化经济的日益竞争的制造市场中的所有需求,这就需要个性化和灵活的成形方法。另一方面,计算机辅助设计(CAD)技术,激光技术,数值控制技术和材料技术已经得到快速发展。
因此,在这种背景下,快速RPM技术出现了一个新的跨学科主题[1],这是基于分散累积形成原理的所有技术的通用术语。它将形成复杂的3D物理部分的过程分散成形成一系列二维层,然后将层堆叠在一起。这是典型的指令减少和材料增加的成形技术。它可以完成形成具有由其数字CAD模型直接控制的任意复杂结构的3D实体。
这种分散累积形成原理早已被提出。在1892年的美国专利(No. 473901)中,Blanther提出了一种通过分层制造来构成地形图的方法,并且在1950年代之后提出了数百个与RPM相关的专利。然而,基本原理的发展在20世纪80年代才开始。最著名的是Charles W Hull受紫外线(UV)光固化树脂的启发,并在1986年提出了立体光刻(SL)技术(美国专利号4575330),基于该技术3D System公司生产了第一个现代快速成型机(SLA-250)。从那时起,已经出现了几十种RPM技术,在1986 - 1998年期间美国注册了274项专利。正如Terry Wohlers的年度RPM报告[2]中所公布的,它已经在许多领域取得了重大成就。 GARPA(快速成型协会的)已经成立,并且已经将该技术推广到更广泛和更深入的应用中。
1原理
1.1分散累积成形
离散方法意味着旨在通过将复杂事物和系统分散到有限或无限的简单事物或子系统中来分析,处理和实现一般或精确解决方案的方法、理论。例如,微积分的过程是整数的第一个微分单位,然后整数的单位的积分。实际上大多数对象由离散单元组成。显然,将对象分解成有限的或无限的单元,将使得对复杂问题的处理更加简单。
分散累积成形实际上是在成形/成形领域中离散方法的应用。例如,当要建立金字塔时,首先应该预先设计多少块石头,它们的形状,它们的精确位置和堆积的顺序,这是分散过程;然后生产这些石头和有序地堆积成金字塔,这是积累的过程。
在分散累积成形的过程中,3D部件的制造转变为一系列简单单元的制造。在某种意义上,单元本身已经突破了传统的制造概念:它可以是粉末材料,或细胞,甚至蛋白质分子。
总而言之,我们可以通过分散过程获得后来累积的路径和条件,同时通过累积过程来堆积分散的材料以形成3D实体。这种成形原理是先进的概念。它是离散方法和制造科学的整合。离散的最终演变是数字的,这种成形方法的最终演变是数字制造。
1.2数字化制造
通常制造过程由信息过程和物理过程组成。计算机技术在制造业的应用已经实现了信息处理的数字描述,加强了信息处理与物理处理的结合。这导致诸如计算机数控(CNC)加工技术,柔性制造系统(FMS)技术,计算机集成制造系统(CIMS)技术和数字模拟技术的数控(NC)设计和制造。
然而,如图2所示,NC设计制造只能实现成型过程中工具的数字信息处理和数值控制。在物理过程中材料的转移仍然是完全被动的,而不是数字控制的。因此,从这个角度来看,这种方法仍然是一种类型的模拟形成,或数字控制的模拟形成。
相比之下,RPM技术不仅实现了数字信息处理,而且实现了数字物理处理。 在RPM中,材料转移过程基于材料的堆积能力。 通过数字信息控制,成形材料按需添加,并逐步累积在成形区域中以形成最终部件,这进一步增强了成形工艺的灵活性。
因此,从成形过程中的材料转移特征,RPM可以被认为是完全数字成形技术。 数据处理在RPM过程中非常重要。 图3表示出了该过程的流程图。 在数据处理中,分层过程和算法是所有快速原型制造技术的内核。
1.3 RPM系列
RPM是一个庞大的系列,其中每个成员根据其特殊功能和成型件的应用程序有所不同,如快速成型(RP),快速制造,快速模具(RT)[3],快速成型RM)和生物制造(BM)[4,5]
RP是RPM系列中第一个新兴的技术。它的成形件主要用于评估设计模型的结构,装配和颜色,以及客户报价,学术讨论和假体器官的体外模型。
当RP成型件除了上述功能(例如特殊的机械性能,电磁性能和生物性能)之外还具有其它功能(性能)时,它们可以应用于许多其它领域,例如成型模具,航空航天的直接部件制造,汽车,家用电器领域和生物医学。因此他们在RPM中产生了许多技术分支,例如快速制造,快速模具,快速模制和生物制造。虽然这些分支处于动态发展中,但有些将被消除,而有些将会出现,应当强调的是,所有这些分支都是基于相同的分散累积形成原则。
在国际社会中还有许多其他RPM技术的名称,从不同的角度来定义它们,以强调其特征的一个特定方面,例如:(1)自由成形制造或固体自由成形制造,这意味着这种成形方法无需特殊的夹具和模具; (2)分散累积制造,这是其根本指导原则; (3)分层制造,强调层堆积过程的重要性; (4)材料增加制造,其表示累积形成过程; (5)直接CAD制造,这意味着它直接由CAD模型控制; (6)即时制造,强调其快速反应;(7)电子制造。在所有的特征中,最重要的是这种技术在整个成形过程中是快速和灵活的,这使得它的通用名称为快速成型制造。
2代表性技术
自1986年以来,开发了诸如立体光刻(SL),层叠对象制造(LOM),选择性激光烧结(SLS),选择性激光熔融(SLM),熔融沉积成型(FDM) ,喷墨印刷(IJP),3D印刷(3DP),无图案铸造制造(PCM)[7]和电子束选择性熔化(EBSM)。这些技术有很多分类。根据使能技术,有两种类型:(1)基于高能束(激光,电子束),(2)另一种是基于液滴喷射或浆料挤出。
2.1高能光束技术
表性技术是SL,LOM和SLS。 SL基于由UV辐射诱导的液体光敏树脂的光聚合。这种类型的设备通常包含填充有液体光敏树脂的液体盆,具有多孔板的移动提升工作台,UV激光器(He-Cd,氩或固态激光器,功率范围从几十到几百mW,波长范围从320〜370nm)和扫描系统(光学反射镜阵列反射激光束并将其聚焦在液面上,并进行XY方向的扫描移动)。如上所述,Charles W Hull在1986年获得了SL的美国专利。在1988年,美国的3D System公司推出了商业SLA-250,这是世界上第一个RPM机器。其他类似的机器是SOUP(CMET,日本),Stereos(EOS,德国)和Auro(中国银华)。
SL的形成材料主要是含有自由基的光固化树脂,阳离子光固化树脂和混合型光固化树脂。树脂由进一步可聚合的预聚物,活性单体,光引发剂和其它辅助成分组成。通过紫外光辐射,光引发剂将从基态转变为激发态,然后产生活性自由基,引发预聚物和活性单体之间的聚合固化反应。现在主要使用混合型光固化树脂。它具有低的聚合体积收缩率,甚至具有小的膨胀,并且可以设计为纳米聚合物。它可以提供具有短的诱导期和稳定的聚合速率的聚合物体系。它还可以克服自由基快速失活的缺点,并且聚合过程将在激光辐射消失后快速停止。
这种技术具有高精度。它可以生产非常精细的部件,具有良好的塑料表面质量。然而,需要支撑材料。并且可光聚合树脂和激光系统是高成本的。
LOM使用激光(或刀)在薄层上切割图案,然后将层堆叠在一起。机器的基本结构包括进纸和滚动工具,热压机,高度计传感器,X-Y扫描系统,移动高架工作台,有时是CO2激光系统(功率:50W)。这种技术最早由Michael Feygin于1986年发明。商用机器后来由Helisys公司在美国推出。其他类似的机器是SAHP(日本Kira),SSM(中国银华)和ZIPPY(Kinergy,新加坡)。
成形材料通常是薄片,如纸和聚合物膜。有三个常见的问题:片材,热熔胶和涂层技术。应该确保片材的性能具有一定的抗拉强度(防止其在成型过程中被剥离),良好的浸渍能力(良好的涂层),疏水性(不容易吸水),少收缩(没有损失水),易于抛光(用于光滑表面)和良好的稳定性(用于长期储存)。热熔粘合剂的主要成分是EVA树脂与增粘剂,蜡和抗氧化剂的组合。它应具有适当的熔融粘度,流动性,收缩性,粘附性,渗透性和热分解温度。涂布技术包括均匀涂布和不均匀涂布。前者使用狭缝刮刀的简单装置,而后者包括条纹样式和颗粒样式,这可以减少应力集中但是更昂贵。
这种工艺适用于高精度的大块实体零件,在成型过程中不需要额外的支撑。原型片有硬木纹理。但是后处理通常是耗时的,并且产生更多的浪费。
SLS通过堆叠激光烧结金属或非金属粉末的层形成部件。该成形机基本上包括激光器(具有1.06mu;m的一般近红外波段波长和50-200W的功率的CO 2激光器或YAG激光器),光学系统(用于聚焦和定向激光束)功能发生器和工业个人计算机(控制激光束在XY平面中扫描),料斗和扩散系统(装载粉末并将粉末表面铺展成平面)。这种技术最早是由CR Dechard在德克萨斯大学于1989年开发的。后来,它被美国DTM公司商业化为Sinterstation。另一个类似的是EOSint(EOS,德国)。
成型材料包括蜡粉末,金属粉末,聚苯乙烯(PS),工程塑料(ABS),聚碳酸酯(PC),尼龙(PA),涂布砂和涂布陶瓷粉末。近年来,经常使用直径为50-125mu;m的复合粉末。激光对粉末材料的影响有两个阶段。第一个是粉末表面的吸收和反射。在这个阶段,激光能量的吸收与激光波长和粉末表面状态相关。第二个是粉末材料中的热传递。在这个阶段,粉末加热和冷却过程很快,并且材料参数随着温度的升高而快速变化,这是非常复杂和不稳定的热传导过程。因此,粉末材料应具有良好的热塑性能力,一定程度的导热性和足够的粘结强度。
这种技术可以直接形成零件,而无需额外的支撑。它有广泛的物质资源。但是,精度不是很高。
2.2通过喷射/挤出实现的技术
代表是FDM,喷墨打印(IJP)和3DP。
FDM是最流行的RPM技术之一。它通过挤出熔融粘性浆状材料并将其沉积在基面或先前形成的部分上而形成一部分。然后,材料凝聚到相邻的材料并在空气中冷却。喷嘴在FDM机器中非常重要。它负责熔化材料并将它们精确地挤出。它首次由Scott Crump博士于1988年成功开发。美国Stratasys公司推出了首款商用FDM系列设备。其他类似的是MEM系列(中国银华)。
这种技术通常使用丝状热塑性材料,例如ABS,蜡和尼龙。材料在喷嘴中加热和熔融,然后挤出以积聚成型。
IJP通过从压电喷墨打印喷嘴按需喷射,喷射材料液滴构成一部分。并且高的成形速度可以通过喷墨喷嘴的衬垫阵列实现。代表性的商业机器是Actua(3D System,US)和ModelMaker(Sanders,US)。成形材料主要是蜡和具有中等强度的蜡状热塑性聚合物。
3DP使用喷墨打印喷嘴将粘合剂液滴喷射到固体粉末表面上。在形成一层之后,将下一层粉末散布在前一层上。可以通过提供线性喷嘴阵列来加速成形速度。
全文共15027字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[144803],资料为PDF文档或Word文档,PDF文档可免费转换为Word

