
英语原文共 7 页,剩余内容已隐藏,支付完成后下载完整资料
扩散焊接产生的 二元化合物“硬质合金复合材料与钢”的稳定性
1.介绍
硬质合金复合材料,又称硬质合金和金属陶瓷,用作为服务生活的工具和延长磨损部件。钨硬质合金粘合钴是最广泛使用的,这源于他们的优秀的耐磨性和强韧性。在许多情况下精加工(特别是特殊合金)所用的工具和在特定条件下使用的工具,是由所谓的碳化钨的自由复合材料(金属陶瓷)所构成的。金属陶瓷是由TiC,再加上镍或铁元素使之强化,金属陶瓷合金发现他们能应用,因为他们具有密度低、比强度高、抗氧化性能和低(接近钢)热膨胀系数的特性。一系列包含Fe-Ni的TiC基金属陶瓷烧结合金已经在塔林理工大学被详细阐述了。
这种复合材料作为工具制造原料已经很好地发挥了它们的作用。节省昂贵的硬质合金复合材料和简化的设计复杂的工具导致提高可靠性和降低制造成本,应用双化合物硬质合金复合钢是可行的。这样的复合材料结构(混合材料)在生产常用作剪切工具,选用钎焊。然而,钎焊在复杂的工作环境中不一定能保证材料具有一定可靠性。非晶合金发展作为填充材料的钎焊具有前瞻性与硬质合金由于其良好的兼容性能确保高质量高真空钎焊过程中应用。
相关的一些初步结果表明生产锻压工具被发现相对成功的。尝试使用这种技术生产的更复杂的工具去提高耐磨性(利用与WC硬质合金内容N85 wt. %双金属工具)并没有如此成功。这可以解释为高脆性和高灵敏度的焊接残余应力硬质合金(14、16)。由于他们有利的特性,即较低的弹性模量比硬质合金的热膨胀系数接近Ti(C,N)基金属陶瓷与钢潜在的对手双金属陶瓷与硬质合金复合钢的混合物产生的扩散焊接或真空钎焊。然而,信息的前景扩散焊和钎焊技术Ti(C,N)基金属陶瓷的加入钢金属陶瓷是相对限制(13、14、17 - 19)。目前的研究重点是选择加入的影响技术(扩散焊接、钎焊)和一些相关冶金的因素可靠性特征(接头的剪切强度、残余应力) 双材料“WC基硬质合金与钢结构”和“TiC基金属陶瓷与钢”。研究利用扫描电镜和电子探针由fractographical研究和补充关节显微结构的分析。
2.材料和实验数据
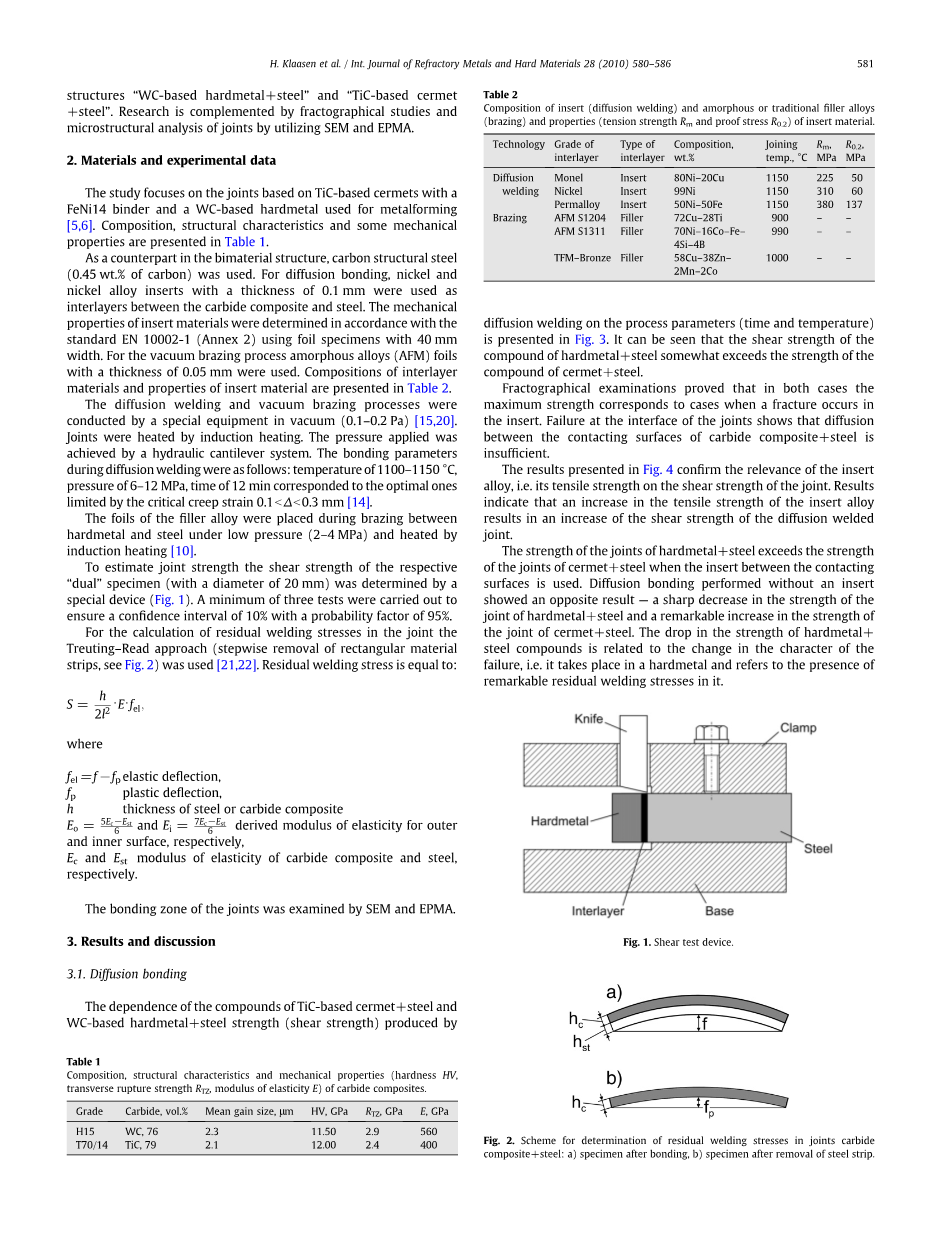
研究关注的是基于TiC基金属陶瓷FeNi14粘合剂和WC基硬性金属用于锻压产生的效果。组成、结构特点和一些机械属性表1中已经给出。总结双材料结构,碳素结构钢使用(0.45 wt. %碳)。扩散接合,镍和镍合金插入被用作厚度为0.1毫米硬质合金复合和钢铁之间的夹层。机械插入材料的性质决定与标准EN 10002 - 1(附件2)用箔标本40毫米宽度一致。真空钎焊过程非晶合金(AFM)厚度为0.05毫米。组成的夹层材料和插入材料属性表2所示。扩散焊和真空钎焊过程由一个特殊的真空设备(0.1 - -0.2 Pa)[15 20]完成的。关节受到感应加热的压力。压力是通过一个液压悬臂系统来实现。焊接参数在扩散焊接时如下:温度1100 - 1150°C, 压强6 - 12 MPa,时间12分钟,对应有限的临界蠕变应变0.1 bDelta;b0.3毫米[14]。填料的衬托合金钎焊期间被放置,硬质合金和钢在低压力下(2 - 4 MPa)和加热感应加热[10]。估计的联合力量各自的抗剪强度“双重”标本(直径20毫米)是由一个决定特殊设备(图1)。至少进行三次测试确保10%的置信区间概率因子的95%。接头的焊接残余应力的计算Treuting-Read方法(逐步取消矩形材料,见图2)(21、22)结果与讨论。
3.1.扩散连接
扩散连接的化合物的依赖TiC基金属陶瓷与钢和WC基硬性金属与钢强度(抗剪强度)。扩散焊接工艺参数(时间、温度)显示于图3。可以看出的剪切强度复合硬质合金与钢有些超过的强度复合金属陶瓷与钢。Fractographical实验证明了在这两种情况下最大强度对应于实验中发生断裂时。故障关节显示界面的扩散之间的接触表面硬质合金复合与钢是不够的。
图4中给出的结果证实插入的相关性合金,即其抗拉强度的剪切强度。结果表明增加插入合金的抗拉强度结果在增加抗剪强度的扩散焊接关节。关节硬性金属与钢的强度超过了力量金属陶瓷与钢。扩散连接执行没有插入显示一个相反的结果——的强度大幅降低联合硬性金属与钢的强度显著增加联合金属陶瓷与钢。硬性金属强度的下降钢化合物相关的变化的特点失败,即它发生在一个硬性金属和指的存在显著的残余焊接应力。
图5显示了双复合硬质合金与钢的焊接残余应力的分布。应力分布对应情况下当厚度(高度)比h圣:h c钢硬性金属部分关节是1:1。可以看出,最大焊接残余应力出现在钢铁表面的接触硬性金属(硬性金属部分的内表面)。的依赖在硬质合金(它的残余焊接应力内部和外部表面),厚度(h st :hc)是图6所示。增加厚度从1:1到2:1,结果焊接应力的内部和外部硬性金属的表面化合物的剩余的组成部分在明显减少。进一步增加的厚度比施加一个无实质的对焊接残余应力的影响。有趣的是,在减少残余强度焊接应力(增加厚度比hst:h cge;2:1)不同的内部和外部表面硬质合金。在当残余表面张力急剧减少压力压缩的和改变的内表面要小得多强调保持相对较高的地方。它应该指出真正双材料“hardmetal-steel”产品(工具等)通常是设计厚度hst :h c gt;2.。
所以他们的可靠性系统主要取决于内部的残余焊接应力水平硬性金属表面。图7中的结果展示了焊接残余应si的存在性,化合物的钢铁和金属陶瓷硬质合金和在插入钢合金使用——在其弹性极限应力的关系似乎接近线性,证明压力降低插入导致减少接头的焊接残余应力。残余应力的增加率增加的证据插入的压力是锋利的联合硬性金属与钢比联合金属陶瓷与钢。简单地说,关节的基础TiC基金属陶瓷表现出弱的残余应力的依赖插入合金的特点。有必要强调,证明压力的特点材料抵抗塑性应变。证明压力越低更高的能力材料塑料紧张,减小压力没有开裂。结果表明,接头的残余应力水平金属陶瓷与钢是低于联合大约2 - 3倍硬性金属与钢。这种特殊TiC基金属陶瓷有利的物理性质有关——低模量弹性和热膨胀系数接近钢(3、4)。
3.2.钎焊
图8显示了联合金属陶瓷的抗剪强度 钢生产通过利用不同的填充合金钎焊。结果表明,大多数潜在填充合金非晶合金S1204和合金S1311保证接头的剪切强度接近300 MPa。真空钎焊钎焊了一个明显的优势在空气(强度260 - 300与200 - 220 MPa)。图9演示了可靠性特征(剪切强度加入残余焊接应力硬金属的化合物与钢铁生产的钎焊反对那些由扩散焊接。结果指的是一个明显的优势的关节由扩散焊接,这个压力的等级大约高1.3倍,而残余焊接应力下降两倍。结果说明TiC基的优越性金属陶瓷和扩散焊接(如增强硬质合金复合和加入WC基硬质合金和真空技术分别)钎焊生产二元化合物硬质合金复合与钢铁。按可比他们确保(或稍高)的优势更高的可靠性(较低的残余应力水平)。结果表明,加入一个硬性金属钢只有扩散粘结可以确保良好的接头的可靠性。加入金属陶瓷与钢的真空可以使用钎焊以同样的成功。钎焊的接头的强度性能仍然较低:真空钎焊的情况下的最大强度270 MPa,获得的最大扩散焊接360 MPa。
3.3.微观结构和fractographical分析
图11显示了微观结构和电子探针分析(电子探针)的扩散焊接产生的关节。在联合硬性金属与钢、相互扩散插入发生,例如铁扩散从钢铁和扩散硬性金属。因此,加强镍(铁)和坚实的解决方案与强度增加(有限公司)(特征)的形式。失败的需要在未加强的中央区域插入(见表3在联合金属陶瓷与钢,密集的扩散结果主要来自钢和镍插入接口。骨折发生接近未加强的接口Ni金属陶瓷插入区(见表3)。图12显示了组织和电子探针的真空钎焊的硬质合金与钢接头利用无定形S1311填充材料。强化镍扩散向硬性金属钢和铁扩散的地方。关节骨折测试中最弱的中央地带(见表3)。
4.摘要和结论
本文关注的可靠性特征(剪切强度和残余焊接应力水平)的关节金属陶瓷和钢和硬质合金 钢生产的两种技术:扩散焊和真空钎焊。研究揭示,巨大的优势在关节TiC基时的可靠性是用来代替WC基硬性金属和扩散代替真空钎焊焊接。结果表明大量依赖的可靠性硬质合金复合材料的成分和性质(加入)和层间(插入/填料)之间使用硬质合金复合与钢铁。较高的联合使用扩散焊接时的可靠性而不是钎焊可能与更好的性能,更高强度和残余应力松弛能力(试验应力较低,高可塑性)插入合金用于扩散焊接的关系在钎焊填充合. 弹性)和高(接近钢)热膨胀系数。两个物理性质影响应力起源结论如下:
接头的强度的硬质合金复合与钢较高,当扩散焊接是用来代替钎焊和增加较高的层间(插入)力量之间使用同行。
接头中的残余焊接应力依赖属性(塑性试验应力)的夹层厚度比“钢:硬质合金复合”。他们用高塑性的降低夹层(试验应力的减少)和更高的厚度比。
TiC基金属陶瓷和钢关节不依赖于插入/填充材料。这些关节的残余应力两次低于当不使用插入WC基硬性金属与钢关节和能达到更高的强度。
这项工作是由爱沙尼亚教育部和研究和爱沙尼亚的科学基金会支持的(批准号7889和6163)。
引用:
[1]布鲁克斯k .世界词典和手册的硬金属和硬质材料。伦敦:碳化数据;1996年版。
[2]Klaasen H,Kubarsepp j .结构灵敏度硬金属的耐磨性。1997;15:88 - 98。
[3]莫斯科维茨D,Humenik h . TiC基金属陶瓷切割应用。国防部开发粉末金属1985;14:307-20。
[4]指出M,梅耶尔h .力学性能的铁- Titanit。Proc.第六。卡尔施塔特,瑞典,2002年9月。p . 186 - 220。
[5]Klaasen H,Kubarsepp J,磨损行为,耐用性和循环的力量TiC基金属陶瓷。板牙化学工业协会抛光工艺2004;20(8):1006 - 10。
[6]Klaasen H,Kubarsepp J,Sergejev F,Talkop硬质合金复合材料的性能循环加载条件。下午Proc。欧元2008年国会和展览,九月29日- 2008年10月1日,1。德国曼海姆:电子探针;2008年。237 - 42页。
[7]ASM手册:焊接、钎焊和钎焊,156,1993。p。296。
[8]Yajing L,Zengda Z,西安 一项研究钎焊界面的WC -互动电视有限公司硬质合金。20:169 2002;73年。
[9]Rabinkin a的新应用程序快速凝固无定形填料衬托,10。Svarotsnoje Proizvodstvo(焊接日报);1999年。39页。(俄罗斯)。
[10]Kalin B,各诉不同的钎焊材料快速凝固(非晶)填充金属。高温钎焊,钎焊和扩散焊接、7日Int。会议,亚琛,德国,2004年。258 - 60页。
[11]Kazakov 扩散焊接的材料 Mashgiz,莫斯科;1987(俄罗斯)。
[12]StephensonW改进有关焊接金属.WeldEng1985;15:89 - 92。
[13]张L,Mukae,Nisho K,et al。调查之间的扩散连接困难金属和合金工具钢程序1993年世界国会和粉末冶金展,1993年。1003 - 6页。
[14]Kubarsepp J,Klaasen H,Laansoo TiC基金属陶瓷与钢双化合物由扩散连接。Proc. Conf.工业工程——第三中小企业的新挑战。爱沙尼亚塔林:塔林理工大学;4月25 - 27日,2002年。173 - 6页。
[15]Hobemagi,Kaasik L,编辑。新科机电设备硬性金属模具。莫斯科:Energoizdat;1982年。(俄罗斯)。
[16]KlaasenH EigiR. 耐久性硬性金属冲裁模(锻造和冲压生产),5、1989。p . 26 - 30。(俄罗斯)。
[17]张L,冯J,张B,经x Ag-Cu-Zn合金钎焊TiC金属陶瓷/钢。2005;59:110-3。冯J[18]张L,对机械钎焊温度和时间的影响的属性证书/ Ag-Cu-Zn /钢接头。2006;428:24-33。
[19]Feng J,张l .接口焊接头的结构和力学性能抽搐的金属陶瓷和钢。陶瓷Soc 2006;26:1287 - 92。
[20]巴 L Galinski,G Klaasen,H Sarandi,r .扩散焊接设备真空。苏联作家证书(专利),301968号,1980;31日10。
海因里希Klaasen。出生日期:02/15/1929。机构和职位:2005 -塔林理工大学,机械工程学院、部门材料工程,金属加工;高级研究科学家。教育:塔林工业学院机械工程,1953;乌拉尔工业研究所,博士研究,1954 - 1958。学位信息:1)博士学位,乌拉尔技术大学,1961年。2)Dr.Sc学位,塔林理工大学,1996。
Jakob Kubarsepp。出生日期:02/09/1947。机构和职位:2000 -塔林理工大学;Vice-Rector学术事务(图)。教育:塔林科技大学,机械工程,1970。学位信息:1)博士学位学位(技术和特征的钛钢结硬质合金金属陶瓷),莫斯科精细化工技术研究所,1980。2)Dr.Sc学位,(钢结合金属陶瓷),塔林理工大学,1992。目前的拨款和项目:多相tribomaterials的设计和技术。
Andres Laansoo。出生日期:03/05/1945。机构和职位:2005 -塔林理工大学,机械工程学院、部门的材料工程;讲师。教育:塔林工业研究所,机械工程师荷兰国际集团(ing)教师(1968),1973 - 1976年博士生。学位信息:博士学位,莫斯科钢和合金研究所,1977年。集市Viljus。出生日期:22/01/1965。机构和职位:2005 -塔林技术大学化学学院和材料技术中心材料研究;高级研究员。教育:塔林理工大学,机械
全文共5776字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[143871],资料为PDF文档或Word文档,PDF文档可免费转换为Word
您可能感兴趣的文章
- 300M钢的大型构件在热锻过程中奥氏体晶粒长大行为3D数值模拟和实验分析外文翻译资料
- 变薄拉深精整和压缩精整作为近净成形锻后处理工艺的比较外文翻译资料
- 对塑料注射成型工艺参数优化的一般框架外文翻译资料
- 原位合成TiB-TiN增强Ti6AI4V合金复合涂层:微结构,摩擦学和体外生物相容性外文翻译资料
- 轴承钢中的碳化物溶解外文翻译资料
- 合金钢大型环件锻轧制过程的三维宏-微观耦合有限元建模与仿真外文翻译资料
- 环件冷轧对100Cr6钢组织和织构演变的影响外文翻译资料
- 电子互连中Cu6Sn5层上锡的成核外文翻译资料
- 碳纳米管束的拉伸和压缩性能外文翻译资料
- 利用高粘度铜膏和螺旋挤压机制备3D打印 金属结构外文翻译资料

