英语原文共 13 页,剩余内容已隐藏,支付完成后下载完整资料
焊接方向对双面角焊缝焊缝几何形状及残余变形影响的预测
摘要
本研究描述了焊接方向对减少埋弧焊双面角焊缝变形是如何影响的,在目前的工作中,12毫米厚的双面角焊缝的角变形通过定向反焊被测定,据观察,反向角焊缝的角变形的最大幅度是较低的,角焊缝的水平和垂直板的热过程通过定向和反向焊接被测定,焊后,角焊缝经过切片,抛光和腐蚀,来测量焊接方向上的焊缝几何形状。为了预测温度分布和热过程结果,有限元采用移动分布热源建立了埋弧焊双面角焊缝的有限元模型。三维温度场通过峰值温度与实验值相比进行了验证。通过样本1的6%的变形量和样本2的7.5%的最大变形量,腹板峰值温度2-8%以及水平板9%的变化量进行比较,模型的结果和实验的结果吻合良好。
关键词:双面角焊缝,角变形,焊道几何形状,三维有限元分析,埋弧焊,温度分布
第一章 介绍
埋弧焊(SAW)在工业上应用广泛,例如船舶建筑的连接等。在埋弧焊过程中由于加热和冷却过程不均匀,可能产生焊接接头的热应力和应变的永久变形。焊接结构中存在的变形影响了产品的质量和最终用途。因此,厚大焊件结构变形的最大值对提高焊接结构的效率是至关重要的。变形值通过使用数值模型进行实验计算,厚大焊件接头变形的实验计算是昂贵的和很耗时间的,因此,焊接结构变形的数值分析可以有效的解决这个问题。多年来,大量的二维和三维数值模型对建立焊接结构热分布、残余变形和残余应力的预测具有很大帮助。厚大焊接部件基于双面角焊缝的制造工艺。在非常厚的部分,承受更多的负荷,双面角焊缝是可取的。利用有限元模型研究双面焊角焊缝的残余变形和热过程,这是研究者很少报道的。因此,研究双面角焊缝的一个简单的有限元模型残余变形和热过程是必要的,这将尽量减少实验的艰难程度。焊接结构的残余变形受焊接速度、电流、电压、焊道数和焊道几何形状等诸多因素的影响。因此,通过一些文献报道,改变给定的变量减少在焊接结构的变形。1941年,Rosenthal提供了一个广泛使用、合乎逻辑的解决办法。Rosenthal的做法在远离热源提供了一个良好的温度预测,但靠近热源的区域是不太准确的。大量的模型已经能够成功地对焊接接头热过程,残余变形和应力进行预测。2009年,P. Biswas等人提出了通过三维模型来预测双面角焊缝的热过程和残余变形。1992年,布朗和宋有序开发了三维模型来预测大型焊接结构的残余应力和变形。1997年Michaleris和debiccari提出的有限元模型应用运动硬化和温度相关的材料性能的钢预测了钢焊接的变形。基于塑性变形分析角焊薄板T型接头是由Tsai和Jung执行的。2005年,Murakawa 等人模拟热裂纹T型接头利用有限元模型充分渗透与温度相关的界面元素。2007年,Mahapatra等人开发了单面角焊缝三维有限元模型,研究了粘着约束对角变形的影响。2007年,Deng 等人开发的弹性有限元方法的基础上用固有应变理论预测大构件焊接时的焊接变形——考虑根部间隙和横向收缩。在研究中开发的热弹塑性模型被成功地用于预测焊接接头的固有变形。他们还得出结论,在焊接过程中的初始间隙有显着影响最终焊接变形。因此,为了准确预测大型装配过程中的变形,应考虑初始间隙的影响。Deng 等人也进行了实验研究预测角焊缝焊接变形。为了验证实验值,采用数值方法的方法,开发了3D弹塑性热模型,得出结论:失配分布不受法兰厚度的影响,收缩和变形受到法兰厚度的影响。 他们还得出结论,通过圆角接缝厚度的温度梯度是重要的参数强烈影响角度失真。 从文献调查可以看出,焊接参数及其相互作用对散热有很大的影响。为了完全模拟大型焊接结构,在Mahapatra 等人和布朗和宋也报道了三维有限元模拟。从文献的详细研究中,似乎没有报道与SAW方向(双面圆角焊缝的每一侧)对钢珠几何形状,残余变形和热历史的影响。在本工作中焊接方向的影响对双面焊接焊缝的残余变形和热历史进行了实验,并与数值进行了比较。首先,通过使用SAW工艺生产双面角焊缝,并通过实验研究了双面角焊缝两侧所得的珠几何形状,残余变形和热历史。通过使用实验焊缝几何形状三维模型已经开发用于双面角焊缝。对于模型,瞬态热分析以获得热历史并与实验值进行比较。热分析后,进行结构分析,预测残余变形。
第二章 热分析
2.1 热模型
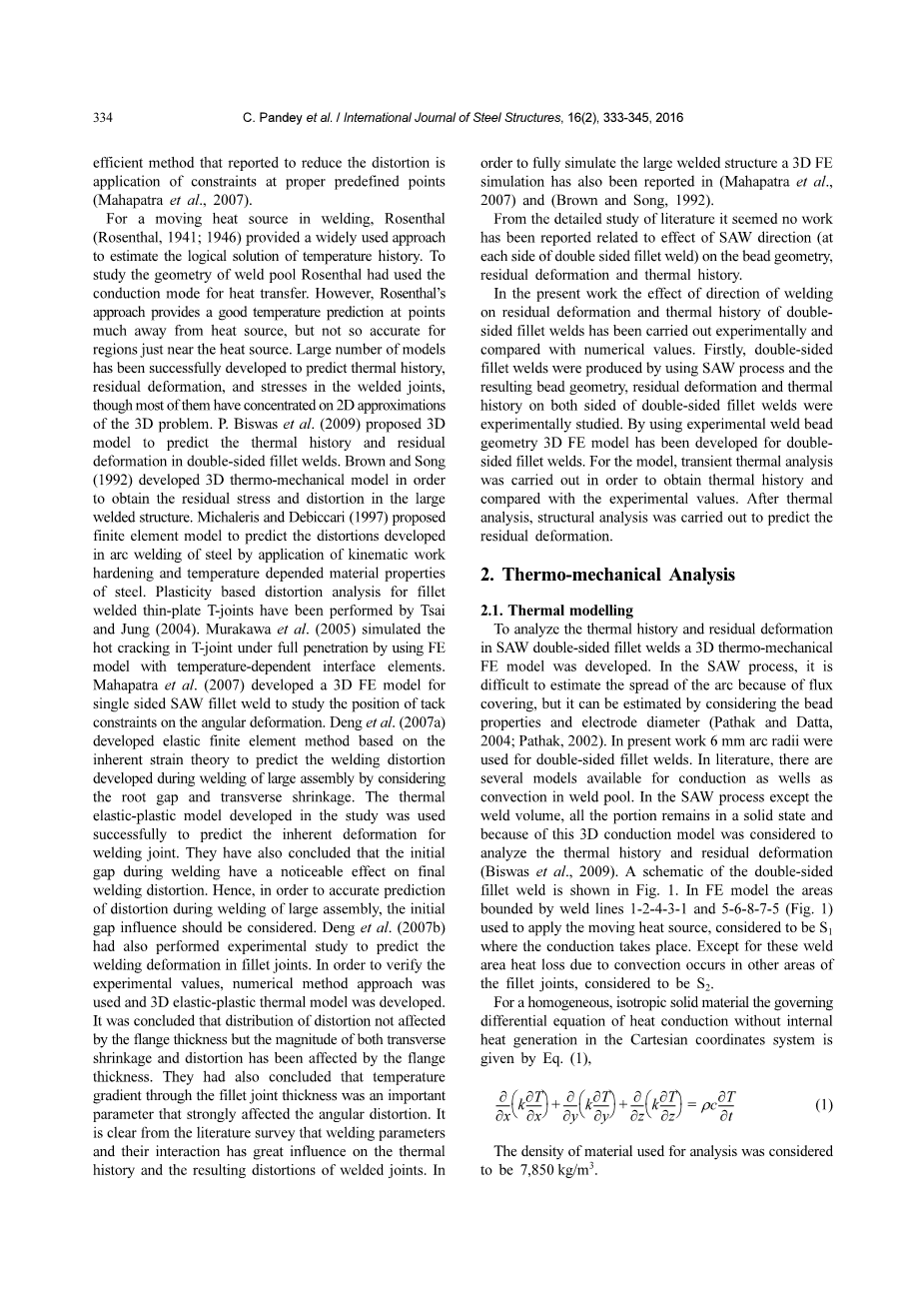
为了分析埋弧焊双面角焊缝的热过程和残余变形,开发了三维有限元模型。在埋弧焊工艺中,由于焊剂覆盖而难以估计电弧的扩散,但可以通过考虑焊道性能和电极直径来估计。在目前的工作中,6mm圆弧半径用于双面角焊缝。在文献中,有几种可用于传导的模型作为焊池中的对流。在除了焊接体积之外的埋弧焊工艺中,所有部分保持固体状态,并且由于这种3D导电模型被认为是分析热过程和残余变形的有效手段。 1.在FE模型中,由焊接线1-2-4-3-1和5-6-8-7-5(图1)限定的区域用于施加移动热源,被认为是S1,其中导电发生。除了这些焊接区域,由于对流引起的热损失发生在角焊缝的其他区域,被认为是S2。
对于均匀的各向同性固体材料,在笛卡尔坐标系中没有内部发热的热传导的微分方程式由公式(1),
图1.带编号的圆角接头示意图
2.1.1 热源模型
为了确定双边角焊缝的热过程,考虑为分布式热通量应用于有限元模型中,其中r为 从热源的中心到板表面的径向距离,是有效弧半径,95%的热通量沉积,Q是电弧效率,电流和电压的乘积。电弧效率(0.90)被认为考虑在埋弧焊过程中的其他损失。
2.1.2 边界条件
用于预测热过程的三维有限元模型
埋弧焊双面焊缝由等式(2)控制,经受以下边界条件。
- 涵盖整个指定的初始温度板面是
其中,Tinfin;是环境温度。 让S1是电弧热施加区域和S2暴露于发生对流热损失的环境温度。
- 施加在表面S1上的电弧热量给出qn=qsu,或者
- 由于表面S2上的对流而导致的热损失
2.1.3 假设
在有限元模型下进行了模拟逼真的焊接条件。 以下假设作分析使用:
(1)在整个焊接过程中工作材料的密度保持不变
(2)线性牛顿对流冷却在表面S2上考虑了方程(6)。
(3)所有热焓,比热,屈服应力等热性质都被认为是温度的函数。
(4)为了考虑辐射引起的热损失,电极熔化,通过电极的传导,焊池对流和焊剂吸收的热量新参数电弧能量转移效率(eta;)。 在本研究中,对于双面SAW圆角,采用0.9的值焊接。
(5)考虑了对流系数为15 W / m2K评估对流热损失。
(6)在有限元分析中运动分布式热通量作为负载。
(7)为了模拟通过电极沉积形成的焊道,使用生死单元技术。
2.2预测数值变形的结构模型
为了计算双面角焊缝中的角度变形,首先进行热传递分析,评估结点温度作为时间的函数,并将其与实验结果进行比较。 为了评估变形,通过使用传热结果进行非线性弹塑性结构分析。 结构分析中使用的应力应变评
其中,∆T T = n – Tinfin;,Tn 是节处的即时温度。在非线性结构分析中,使用从双面角焊缝两侧的热分析获得的热历史作为热负荷。 在厚板的结构分析中涉及大应变和与温度相关的材料性质的与速率无关的热弹性塑料材料模型。 它通过假设运动学加工硬化与von Mises的屈服准则和关联流规则来建模。产出标准由等式(10),
对于热和结构分析,使用八节点元素进行有限元模型。
第三章 依据材料性能而产生的温度
用于建模热历史和残余变形的钢的温度依赖性质见表3(Brown和Song,1992; Pathak和Datta,2004; Mandal和Adak,2001)。 焓和屈服应力取决于温度如表1和表2所示
第四章 焊接时埋弧焊双面实验细节
用于双面角焊缝的埋弧焊(SAW)的初步布置如图1所示。 2.钢的化学成分见表4。使用直径4 mm的恒压直流电源进行焊接。工件与接触管之间的距离保持在30mm,对于两个样品保持恒定。水平板的尺寸如下所示,
长度= 300mm;宽= 200mm;厚度= 12mm。垂直板的尺寸为300 * 100 * 12 mm3电线和焊剂的化学成分分别列于表5和表6中。铜涂层填料线用于AWS(EH-14,C级)焊接。对于焊接,使用粒状通量来确认碱度指数为1.6的氟化物型(OP121TT)。通过使用与表7中列出的相同的焊接工艺参数,不同的焊接方向,将两个板作为双面焊缝焊接在单程中。具有焊接方向的样品的图形表示如图1所示。
图2.双面圆角焊缝焊接的初始布置。
表4.低碳钢的化学成分:
表6.助熔剂的元素组成
焊接前,按照Mahapatra等(2007)所述的定位焊定位方案,在三个位置将垂直板(网板)定位焊接到基板上。为了测量垂直和水平板的变形,如图2所示,在两侧采取了7个网格点。图4(a)。这些点的初始位置,在使用表盘通过将板放置在图1所示的标记块上之后,相对于固定数据进行焊接之前。图4(b)。随后进行埋弧焊工艺。在焊接之后,焊接板冷却至室温,并且通过使用千分表也在先前定义的位置处获取最终的网格点位置。焊接前后测量的差异表明焊接板的实际变形。在焊接操作期间,将cromel-alumel热电偶放置在距离熔合线20mm的底部和腹板的顶部以记录温度分布。焊接后的样品如图1所示。
第五章 结果与讨论
5.1 焊缝性能的测量和样品的比较
为了测量焊接方向对焊缝性能的影响,焊接后的样品通过使用碳化硅纸通过使用砂纸大小为1,000的砂纸进行交叉切割和抛光。 抛光后,用5%硝酸溶液蚀刻横截面样品。
从每个焊接中,如图1所示制备三个测试样品。 报道了三次测量的平均值。蚀刻后,测量两个样品的焊道性能。 具有测量焊道性能的样品的蚀刻部分如图1所示。 7.双面角焊缝两侧测量的焊道性能见表8.表8中报告的各种焊道性能如图1所示
表7.双面焊角焊接参数。
图3.焊接方向样品示意图。
图4.(a)焊接平台上的网格点,用于测量失真,(b)标记块。
图5.焊接后样品(a)样品1,(b)样品2
在腐蚀之后,测量两个样品的焊道性质。具有测量焊道性能的样品的蚀刻部分如图1所示。 7.双面角焊缝两侧测量的焊道性能见表8.表8中报告的各种焊道性能如图1所示。如图。图8(a);
BH =珠高度,
BW =珠宽度,
DP =穿透深度
CSA =焊接横截面积,
CSA#39;=加固横截面积
H =底板的腿长
H#39;=顶板的腿长
从表8可以看出,通过反向焊接方向BW,DP,BH,H#39;和百分比稀释度增加。从数值模拟和实验获得的穿透深度报告在表9中。发现两个样品的数值略高于实验值。两个样品的渗透深度的数值似乎非常接近样品1的变异量为10.62%,样品2的变化为8.51%。通过反转焊接方向,几乎完全穿透得到,如图1所示。
图6.样品1和样品2的蚀刻部分。
图7.具有测量焊道性质的双面角焊缝的蚀刻部分(a)样品1,(b)样品2
表8.样品1和样品2的测量焊道性能
表9.预测和测量渗透的深度值
5.2焊接过程中的双面角焊缝的实验热过程
在焊接线20mm处的双面角焊缝的热分布如图1所示。图9(a-c)中。 在焊接期间,样品2获得的峰值温度为507℃,比样品1获得的温度高出60℃。观察到两种样品的温度分布相当接近。 在焊接第二面焊接预热的第一面,焊接第二侧的两个样品的峰值温度分别为344和380℃。 温度在焊接线20mm处的网板的变化如图1所示。 9(c)两种样品的峰值温度变化均为5%。
图8.(a)双面圆角焊缝区域,(be)样品2两侧测量的焊缝横截面积。
5.3 双面角焊时变形
为了测量焊接变形,如图4(a)所示,在底板和腹板的两侧采取7个点。在底板和腹板的每侧的实验变形图案如图1所示。如图10(a)和10(b)所示,两个样品都观察到类似的变形模式。也观察到反转两侧底板焊接变形方向变小。在网板中,对于两个样品,观察到几乎相似的变形图案,如图1所示。在图10(c)中,对样品2(反向焊接)计算了网板的最大变形。网板中的变形图案被观察到不同与底板相比,主要是由于底板有底座支撑,如图1所示。如图2(a)和(b)所示,腹板无支撑,任意方向均可自由变形。 Mahapatra等人也观察到底板中类似的变形模式。平均失真值在样品1和样品2的底板分别为1.425和0.976。因此,反向底板焊接变形方向减少31.50%。
5.4验证数值和实验温度场云图
对于12mm厚的双面角焊缝进行三维有限元模拟,其中板的熔化温度为1495℃和A1转化温度为723℃。
全文共11333字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[144055],资料为PDF文档或Word文档,PDF文档可免费转换为Word
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。
您可能感兴趣的文章
- 300M钢的大型构件在热锻过程中奥氏体晶粒长大行为3D数值模拟和实验分析外文翻译资料
- 变薄拉深精整和压缩精整作为近净成形锻后处理工艺的比较外文翻译资料
- 对塑料注射成型工艺参数优化的一般框架外文翻译资料
- 原位合成TiB-TiN增强Ti6AI4V合金复合涂层:微结构,摩擦学和体外生物相容性外文翻译资料
- 轴承钢中的碳化物溶解外文翻译资料
- 合金钢大型环件锻轧制过程的三维宏-微观耦合有限元建模与仿真外文翻译资料
- 环件冷轧对100Cr6钢组织和织构演变的影响外文翻译资料
- 电子互连中Cu6Sn5层上锡的成核外文翻译资料
- 碳纳米管束的拉伸和压缩性能外文翻译资料
- 利用高粘度铜膏和螺旋挤压机制备3D打印 金属结构外文翻译资料

