
英语原文共 9 页,剩余内容已隐藏,支付完成后下载完整资料
使用镍钛带的奥氏体不锈钢的激光熔覆用于抗空蚀
摘要
作为在不锈钢的表面改性中使用不同形式的镍钛(NiTi)以增强抗气蚀性的重大项目的一部分,本研究采用NiTi带作为包层材料。我们以前的研究表明,使用NiTi粉末的激光表面处理可以显著提高AISI 316L不锈钢的气穴腐蚀抗性。然而,从工程的角度来看,NiTi带材比粉末更具吸引力,因为NiTi粉末由于高的生产成本而非常昂贵。在本研究中,将NiTi带预先放置在AISI 316L样品上,并使用高功率CW Nd:YAG激光重熔以形成包覆层。为了降低由于基材材料造成的稀释,制备了用NiTi双重包覆的样品。单包层样品的体积稀释比高,根据加工参数在13-30%的范围内,而双包层样品的体积稀释比降低到10%以下。通过扫描电子显微镜(SEM),能量色散谱(EDS)和X射线衍射(XRD)分析表明,包覆层由NiTi B2基基体和四方结构的精细沉淀物组成。维氏压痕显示出韧性包层/基底界面。由于基体中Fe,Cr和N等元素的溶解,覆层的显微硬度从衬底的200HV增加到约750HV。纳米压痕试验记录了接近于体相NiTi的恢复率,这是由于相对低的稀释。双包层样品的抗气蚀性高于316-NiTi粉末(用NiTi粉末激光表面化的样品)的抗气蚀性,并接近NiTi板。高耐腐蚀性归因于高硬度,高压痕回复率和没有裂纹或孔隙。
关键词:AISI 316 L不锈钢; 气蚀; 激光熔覆; NiTi带材; 缩进属性
一、介绍
奥氏体不锈钢广泛应用于液压机械和液体处理系统,主要是由于其优异的抗腐蚀性能,良好的机械加工性能和相对较低的成本。然而,由于其低硬度(asymp;200HV),奥氏体不锈钢可能不足以抵抗在恶劣环境中的气蚀攻击。 AISI 316 L不锈钢的抗空蚀性能比斯泰利特硬质合金低一个数量级。空化侵蚀是与流动或振动液体接触的组分的常见类型的降解,由于压力波动导致的气泡的产生和破裂。在气泡破裂期间产生的冲击波和微射流反复地在部件表面上施加强烈的应力脉冲,最终导致疲劳和材料去除。由于攻击的特殊特征,包括随机性,冲动性,应力局部化和重复性,空化侵蚀是一种独特的材料退化类型,必须独立研究和评估。
由于气穴腐蚀是表面降解过程,改善材料的抗气蚀腐蚀性的一个途径是采用表面改性。在这方面,激光表面改性是特别合适的,因为改性表面层通过熔融粘合紧密结合到基底上,并且热影响区(HAZ)小,不仅仅可获得期望的微结构特征例如细晶粒尺寸和非平衡合金成分。事实上,我们的团队已经尝试了旨在改善AISI 316L不锈钢的抗气蚀性的各种激光表面改性工艺,包括激光表面熔化(LSM),激光表面合金化(LSA)以及陶瓷增强金属基复合材料(MMC)表面层的激光制造。虽然根据所使用的方法已经实现了各种程度的改进,但是耐气蚀腐蚀性的提高通常伴随有一定程度的耐腐蚀性劣化。在这些研究中,空穴腐蚀抵抗性的增加主要归因于由硬相的存在引起的硬度的增加。同时,由于这些硬相的存在,钝化膜劣化。换句话说,通过这种途径不容易实现同时改善机械性能和电化学性能。
避免上述困难的一种可能的方法是在AISI 316L上采用耐腐蚀和耐腐蚀材料的激光熔覆(LC),并且镍钛(NiTi)是在这方面使用的有吸引力的候选者。首先由Buehler和Wang在他们60年代初期对形状记忆合金的开创性工作中报道了NiTi优异的抗空蚀性。 NiTi的抗气蚀性远远高于奥氏体不锈钢。除此之外,还报道了NiTi在海洋环境中具有与奥氏体不锈钢相当的高耐腐蚀性。考虑到这些理想的性能,NiTi已被用作钢上的包层材料,以通过不同的工艺,包括爆炸焊接、真空等离子体喷涂、阴极电弧等离子体离子电镀、钎焊、和钨 - 惰性气体(TIG)表面,每一种都有自己的优点和局限性。最近,我们的团队尝试了使用预放置的NiTi粉末的AISI 316L不锈钢的激光表面改性。由于形成更均匀和缺陷较少的合金层,所以获得的抗空蚀性的增加大于使用NiTi线的TIG表面的增加。然而,从经济和实践的观点来看,NiTi粉末不是理想的形式,因为生产成本非常高并且不能在市场上买到。作为调查使用不同形式的NiTi用于AISI 316L的激光熔覆的可行性的较大项目的一部分,本研究尝试使用NiTi条作为包覆材料,因为NiTi条比粉末便宜得多,并且是可商购的。也将尝试双包层,目的是实现更低的稀释,从而获得更高的抗气蚀性。
二、实验细节
2.1.材料和样品制备
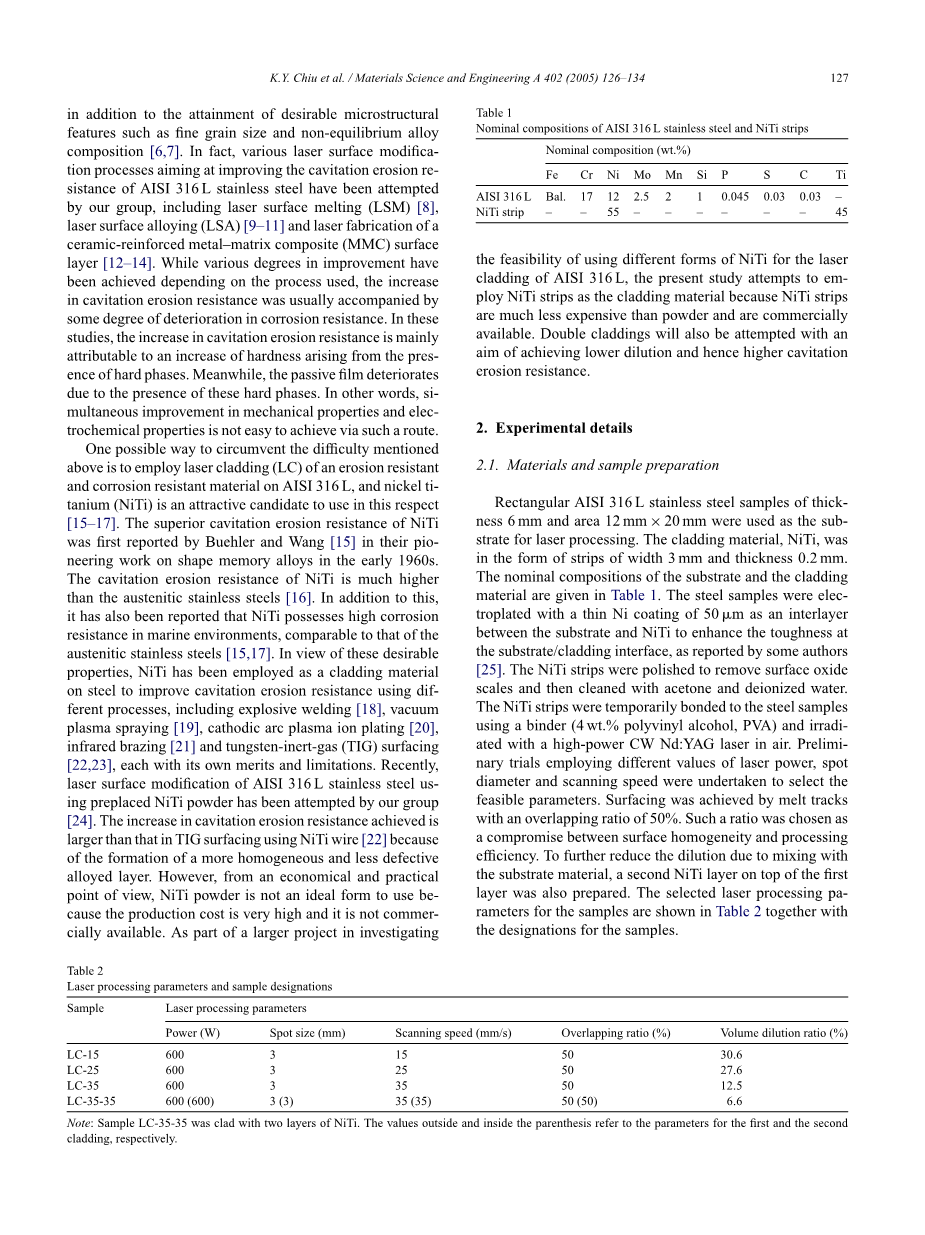
用厚度6mm和面积12mmtimes;20mm的矩形AISI 316L不锈钢样品作为激光加工的基板。包层材料NiTi为宽度3mm和厚度0.2mm的条带的形式。基材和包覆材料的标称组成在表1中给出。钢样品用50mu;m的薄Ni涂层电镀,作为基材和NiTi之间的中间层,以增强基材/包层界面处的韧性。抛光NiTi带以除去表面氧化皮,然后用丙酮和去离子水清洗。使用粘合剂(4重量%聚乙烯醇,PVA)将NiTi条暂时粘合到钢样品上,并在空气中用高功率CW Nd:YAG激光器照射。使用不同值的激光功率,光点直径和扫描速度进行初步试验,以选择可行的参数。通过具有50%的重叠比的熔体轨迹实现表面化。选择这样的比率作为表面均匀性和处理效率之间的折衷。为了进一步减少由于与基底材料混合而导致的稀释,还制备了在第一层顶部上的第二NiTi层。所选择的样品的激光加工参数与样品的名称一起示于表2中。
表格1:AISI 316 L不锈钢和NiTi带的标称成分,标称组成(%)
Fe |
Cr |
Ni |
Mo |
Mn |
Si |
P |
S |
C |
Ti |
|
AISI 316 L |
Bal. |
17 |
12 |
2.5 |
2 |
1 |
0.045 |
0.03 |
0.03 |
_ |
NiTi带 |
_ |
_ |
55 |
_ |
_ |
_ |
_ |
_ |
_ |
45 |
表2:激光加工参数和样品名称
激光加工参数
样品
功率(W) |
光斑尺寸(mm) |
扫描速度(mm / s) |
重叠率(%) |
体积稀释率(%) |
|
LC-15 |
600 |
3 |
15 |
50 |
30.6 |
LC-25 |
600 |
3 |
25 |
50 |
27.6 |
LC-35 |
600 |
3 |
35 |
50 |
12.5 |
LC-35-35 |
600(600) |
3(3) |
35(35) |
50(50) |
6.6 |
注意:样品LC-35-35包覆有两层NiTi。 括号外部和内部的值分别指第一和第二包层的参数。
2.2.显微结构和组成分析
在激光加工之后,抛光样品的表面以去除氧化物或氮化物鳞片。 将样品切片,用SiC纸研磨,最后用1-mu;m金刚石浆料。 使用酸性溶液(一份HF,两份HNO3 ,三份H 2 O)作为蚀刻剂。 通过扫描电子显微镜(SEM,Leica Stereoscan 440或JEOL JSM-6335F)研究包覆层的微观结构。 使用能量色散光谱(EDS,JEOL EX-64125JMU)获得沿横截面深度的组成。 使用在40kV和35mA下产生的CuKalpha;,通过X射线衍射(XRD,Philips PW3710)测定包覆层中存在的相。
2.3.缩进测试
沿着包覆层的横截面的深度的表面硬度和硬度分布通过显微硬度测试仪(Buehler Micromet II)使用维氏压头在200g的负载和15s的负载时间下获得。 为了比较AISI 316L,NiTi带和激光包覆样品的纳米压痕特性,使用具有Berkovich压头和最大负载为200mN的纳米压痕仪(NANO INDENTER II)在样品表面进行纳米压痕测试。 样品的表面弹性行为的特征在于深度恢复率eta;h定义为:
其中We和Wt是可逆的和完成的工作。
2.4.气蚀侵蚀试验
根据ASTM标准G32-92 [26],使用超声波振动设备(Misonix XL-2020)研究各种样品的空化侵蚀特性,峰 - 峰振幅和振动频率分别为100mu;m和20kHz 。 为了确保样品具有类似的粗糙度,所有样品用SiC纸研磨,最后用1-mu;m金刚石膏研磨。 空化液体是保持在23℃的去离子水,并且样品表面距离喇叭尖端0.5mm的距离。 以规则的间隔称重样品,并根据下式将重量损失转化为平均侵蚀深度(MDE):
其中Delta;W是以mg计的重量损失,A是以cm 2为单位的侵蚀面积,rho;是以g cm -3为单位的表面层的密度。 气蚀腐蚀试验持续足够长的时间,直到达到稳定的腐蚀速率。 空化侵蚀抵抗力Re定义为:
其中SER是以mu;m/ h为单位的稳定侵蚀速率。 AISI 316L和NiTi板也包括在用于比较的试验中。 由于不同类型样品中气穴侵蚀行为的差异,达到稳定侵蚀的侵蚀试验时间不同。
通过SEM研究在试验结束时的空化样品表面。
三、结果与讨论
3.1.激光加工和稀释
为了尽可能多地保持超弹性NiTi的有吸引力的性能,由衬底材料对覆层的稀释必须保持较低。因此,激光加工参数是变化的,目的是获得具有低稀释度的完整包覆层。在一些初步试验之后,选择600W的功率和3mm的激光光斑。从激光扫描速度v = 15mm / s开始,速度以10mm / s的步长增加,直到注量太低,以在v = 45mm / s下形成与基底的良好粘结的层。因此,v = 35mm / s(样品指定为LC-35)被选择作为最佳扫描速度,其损害稀释和熔接质量最小。用单个带激光改性的所有样品的空化侵蚀抵抗力类似于在先前研究中使用NiTi粉末激光改性的样品的空化侵蚀抵抗力,全部给出在几微米范围内的侵蚀深度的12小时测试。为了进一步减少稀释和增加抗腐蚀性,制备在LC-35顶部的第二层,双包层样品命名为LC-35-35(表2),并且随后的分析专用于这样的样品。对于各种样品,沿着包覆层深度的主要构成元素的组成分布示于图1中。元素的分布是相当均匀的,表明在激光加工期间在熔池中的成分的充分混合。在包括双包层的所有样品中,存在Fe,但是由于激光扫描速度不同而存在不同的量。由组成分布估计的质量稀释比转换成通常的体积稀释比并在表2中给出。随着扫描速度增加,稀释比减小,这显然是由于较短的相互作用时间,因此较少量的基质材料熔化。
图1.(a)LC-15,(b)LC-25,(c)LC-35和(d)LC-35-35的横截面深度处的主要构成元素的EDS组成分布。
3.2.激光包覆样品的微结构
图2示出了双包层样品LC-35-35的横截面图。在层中或在层/基底界面处不存在裂纹或孔。在通过热处理(例如在这种情况下)接合两种不同的合金时,由于在界面区域存在金属间相,接合可能变脆。在界面处的维氏压痕(图3)没有显示开裂的迹象,表明界面是坚韧的。这表明具有脆化界面的连续形态的脆性相不存在。 LC-35-35中表面附近和包覆层内部的微结构如图1所示。衬底,NiTi条和激光处理的样品LC-35-35的XRD图案示于图4中。对于双包层样品LC-35-35,存在的主相是B2相,以及具有四方结构的次相(在图5的XRD图中标记为A)。主相对应于基体,次相对应于图1中的基体中的小沉淀(mu;m级或更小的量级)。图4(a和b)。 EDS点探针显示,B2相是在NiTi中含有9重量%Fe,2重量%Cr和1重量%N的固溶体,而小沉淀物由相同元素组成,但富含Cr和N (分别为5重量%和10重量%)。
图2:激光包层样品LC-35
全文共7001字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[143886],资料为PDF文档或Word文档,PDF文档可免费转换为Word
原文和译文剩余内容已隐藏,您需要先支付 30元 才能查看原文和译文全部内容!立即支付
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。
您可能感兴趣的文章
- 300M钢的大型构件在热锻过程中奥氏体晶粒长大行为3D数值模拟和实验分析外文翻译资料
- 变薄拉深精整和压缩精整作为近净成形锻后处理工艺的比较外文翻译资料
- 对塑料注射成型工艺参数优化的一般框架外文翻译资料
- 原位合成TiB-TiN增强Ti6AI4V合金复合涂层:微结构,摩擦学和体外生物相容性外文翻译资料
- 轴承钢中的碳化物溶解外文翻译资料
- 合金钢大型环件锻轧制过程的三维宏-微观耦合有限元建模与仿真外文翻译资料
- 环件冷轧对100Cr6钢组织和织构演变的影响外文翻译资料
- 电子互连中Cu6Sn5层上锡的成核外文翻译资料
- 碳纳米管束的拉伸和压缩性能外文翻译资料
- 利用高粘度铜膏和螺旋挤压机制备3D打印 金属结构外文翻译资料

