英语原文共 13 页,剩余内容已隐藏,支付完成后下载完整资料
中国水泥工业的能量利用效率
摘要:
我们研究了中国的水泥行业以确定改造的前景,并在20世纪90年代建造新的设施。 特别是提高能源效率的前景。这种潜力有利于大多数立式窑炉装置的改造,以提高其能源强度10%到30%,同时大大提高能力和减少污染,而这些的成本都很低。最先进的预分解窑的能量效率优点较小,但是比改进的立窑更重视环境和产品质量优点。我们提出了与新工厂技术不同的三种情景,强调:(1)高成本,先进的预分解窑,(2)中成本的先进立窑,和(3)低成本且没有先进技术的立窑。 我们讨论这三种情景的成本,能源强度和环境影响。
1.中国水泥工业
自从20世纪70年代后期以来,中国空前的建设带来了建材行业的快速扩张。到了20世纪80年代末,中国领导全世界的水泥,石灰,砖和平板玻璃生产。然而,这些进展具有不希望的副作用。原始技术和小工厂激增,导致生产劣质产品的小企业造成严重污染。
中国是世界上的水泥生产大国和消费大国。水泥产量从1980年的8000万吨增加到1991年的2.5亿吨以上。1989年排名第二位的前苏联生产了1.4亿吨,美国在1991年生产了6500万吨。目前中国的水泥产量约占世界水泥的五分之一。 在1991年,中国人均水泥消耗量约为190公斤,比1980年的人均7.5公斤水平高[1]。相比之下,1991年美国人均水泥消耗量从在20世纪70年代最高的380公斤初降为284公斤[2]。人均水泥消费量预计将在未来十年大幅增加(见第4节)。
中国的水泥出口量从1985年的14万吨上升到1991年的1100万吨(约为现存的预分解窑的产量)。这些水泥出口的目的地是亚太地区的国家。赚取硬通货对于水泥行业的新投资来说很重要,但如果因此被迫在国内市场投放劣质产品,出口最优质的产品,这或许是不可取的。
1.1工厂规模
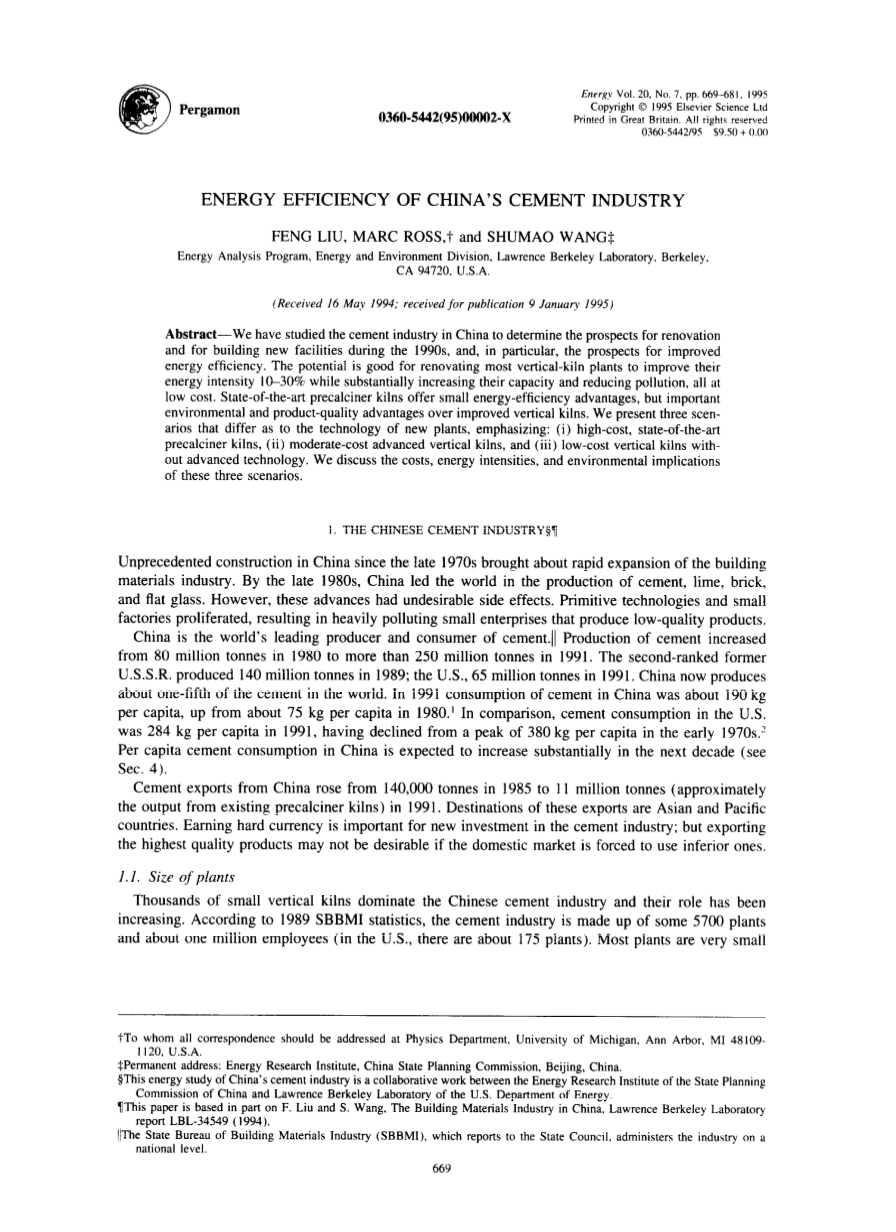
表1.1980年中国水泥厂规模分布
|
工厂类型 |
总输出(百万吨) |
工厂数量 |
年平均产量(千吨/工厂) |
|
主要工厂 |
36 |
65 |
553 |
|
当地工厂 |
130 |
2100 |
62 |
|
原工厂 |
43 |
3500 |
12 |
数以千计的小型立窑主导了中国水泥行业,其作用一直在增强。 根据1989年SBBMI统计,水泥工业由大约5700家工厂和大约100万员工组成(在美国有大约175家工厂)。大多数工厂非常小(表1),并且每个工厂通常具有不止一个窑。中国熟料窑的单位生产能力远低于西方。1990年中国使用的旋转窑和立窑的平均单位产能分别约为90,000吨和不到3万吨,而20世纪80年代中期日本和美国旋转窑的平均单位产能分别约为100万吨和32万吨熟料[3-5]。
1.2生产过程
中国水泥工业拥有世界上最多样化的生产技术,从20世纪40年代的老式湿法生产线到高级预分解窑,从最原始的立窑到一些非常高效的机械化立窑。小型
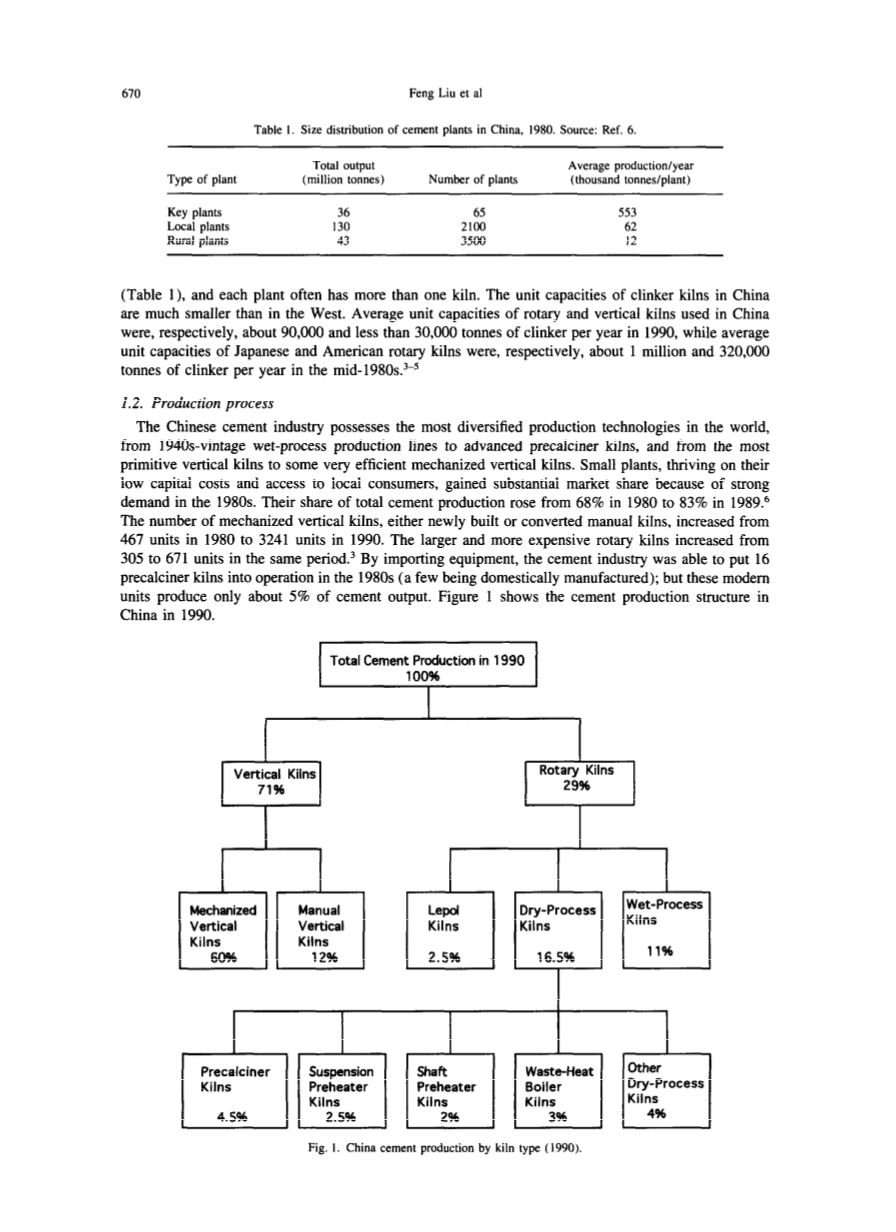
工厂凭借低成本和接近当地消费者的需求存活下来,因为19世纪80年代的强劲需求而获得了巨大的市场份额,。他们在水泥总产量中所占份额从1980年的68%增加到1989年的83%[6]。机械化立窑的数量从1980年的467个增加到1990年的3241个。较大且成本更高的回转窑从同期的305台增加到671台[3]。在20世纪80年代,通过进口设备,水泥工业能够投入16台预分解窑(少数是国内制造的)进行生产。但这些现代化工厂的产量只是水泥产量的约5%。图1展示了1990年中国的水泥生产结构。
1.3能量消耗趋势
水泥生产在1990年消耗约41百万吨煤当量,占建筑材料行业能源消耗的34%,占全国能源消费总量的4%。煤炭占总量的77%:电力贡献了23%。石油和天然气消耗可以忽略不计。能源成本约占总生产成本的40%[6]。在美国,能源成本是货物价值的21%(1991)[7]。电力和燃料成本相当,表明煤炭和电力的节能措施是可比的 重要性。在美国,水泥工业的电费是1991年能源成本的51%。SBBMI统计,水泥工业由大约5700家工厂和大约100万员工组成(在美国有大约175家工厂)。大多数工厂非常小(表1),并且每个工厂通常有不止一个窑。中国熟料窑的单位生产能力远低于西方。1990年中国使用的旋转窑和立窑的平均单位产能分别约为9万吨和不到3万吨,而20世纪80年代中期日本和美国旋转窑的平均单位产能分别约为100万吨和32万吨熟料。
1990年,主要干法水泥厂的平均燃料强度约为165公斤/吨,主要湿法厂的平均燃料强度约为205公斤/吨熟料[3]。立窑的燃料强度跨越范围大,从110到超过220公斤/吨熟料,而这取决于窑的技术复杂性,如机械化水平和电子控制以及操作技能[8]。生产中国60%的水泥的机械化立窑的平均燃料强度,在1990年约为165公斤/吨熟料。全行业加权燃料强度约为180公斤/吨熟料[作者估计]。 1985年美国工厂每吨熟料的平均窑燃料使用量约为157公斤/吨熟料(干法和湿法的平均值),比目前的中国实践水平高约10%[5]。20世纪80年代末日本工厂的平均水平达到约110公斤/吨熟料[4]。
包括干法和湿法过程的主要装置的燃料强度从1981年的207公斤/吨熟料减少了11%,到1990年降至185公斤/吨熟料。然而,主要装置的电力强度增加了11%,从1981年的99千瓦时/吨水泥到110千瓦时/吨水泥[3]。主要工厂的燃料强度的减少被归功于新的生产设施以及系统的能源保护工作。增加自动化,使用旋风分离器进行热交换和改进污染控制是增加电力强度的主要原因。没有时间序列数据来显示小型工厂的能源效率趋势。
1.4环境问题
颗粒物排放是中国水泥行业的主要污染物。大多数水泥厂没有足够的集尘设备,许多一个都没有。建材行业在所有行业中排放最多的颗粒物,占调查城市工业颗粒物排放总量的55%,大部分来自水泥厂[10]。由于高温熟料工艺,氮氧化物排放量升高。SO2排放是适中的,因为水泥窑还产生中和硫的碱性物质。作为耗煤大户,水泥工业是减少二氧化碳的主要目标。由于煅烧石灰石释放二氧化碳,因此水泥生产还产生额外的二氧化碳排放。水泥生产中的采矿活动也导致土地和植被的破坏。
2.过程阶段和能源强度
水泥是由诸如硅酸二钙和三钙的材料的微晶构成的粉末。当加入水时,一定量的水与这些材料结合以形成确定化学组成的水合物。水合物彼此之间以及与添加的材料之间,例如砂的粘附,是混凝土强度的基础。大多数水泥是水力的,这意味着它甚至在水下凝固或硬化。波特兰水泥是主要品种。
为了制造水泥,将原料,如石灰石研磨成细粉。这些材料是“煅烧的”,即CO2在高温下被大量驱除以形成石灰和相关化合物。然后将所得材料部分熔化。当硬化时,该产品是“熟料”,包含刚才提到的类型的微晶。将熟料研磨成便于使用的粒度的粉末。铝和铁化合物,可以变化以改变水泥性质,从而实现更快的凝固或更大的耐化学腐蚀性(牺牲一些强度)。
水泥生产分为三个生产阶段:原料制备;熟料生产;精磨。原材料制备主要使用电,虽然采石和干燥也可能消耗燃料。(在许多情况下,来自热处理的废热用于干燥原料。)大多数燃料用于熟料生产的热处理。电也用于熟料生产阶段的材料处理。精磨只使用电。
波特兰水泥通过用3-5%的石膏和少量的化学添加剂研磨熟料而制备。加入石膏以控制水泥与水混合时的凝固时间。在最终研磨中可加入其它材料,如高炉矿渣、电厂飞灰和石灰石以减少熟料消耗。水泥熟料部分在中国约为85%,在美国约为93%[5,6]。
2.1原料制备
在美国的湿法工厂中,约6%的总能量用在原料制备上,而干法工厂使用约12%。干法中的明显增加是干燥使用的能量(总量的约5%)[11]。中国工厂没有类似信息可利用。由于立窑的特殊要求,小型工厂有独特的原料制备过程,称为造粒。将粉碎的原料与粉煤(通常为无烟煤)混合,并压制成直径为5-10mm的丸粒。水分含量控制在12-14%,并且还满足机械强度和热稳定性的标准。
2.2高温加工熟料生产
在高温加热过程中,生料被加热至1400℃,发生一系列物理化学变化,使生料变成熟料。然后熟料被急速空气冷却使其能够热量回收和提高质量。理论上,生产1吨熟料至少需要1.6GJ热量。实际上,由于损失,热量消耗要高很多。例如,中国主要工厂生产熟料的一个平均热耗为5.4GJ/吨熟料。高级预分解窑消耗3GJ/吨熟料。中国最好的机械化立窑可以达到3.2GJ/吨熟料。 在下文中,由于其它窑是已知的,将仅详细讨论立窑。
2.3立窑工艺
立窑具有固定的垂直圆柱形钢壳,它有耐火材料连接的内壁和外部绝缘层。 顶部为圆锥形,以便于进料原料。复杂的立窑具有机械化的进料和出料设备和电子控制,而原始的垂直窑炉是手动操作的。图2描绘了标准立窑。
垂直窑的尺寸受到当窑体积增加时保持均匀的空气流、燃烧、煅烧和原材料的沉降速率的困难的限制。合适的尺寸在2.5-3.0米的直径范围内。窑的高度由原料留在预热、煅烧和冷却区所需的时间决定。颗粒组成、吹气功率和操作程序都会影响窑的高度的选择。通用的2.5米直径的机械化窑是8-10米高,生产能力为5到10吨熟料每小时[12]。年产能为50000吨熟料被认为是高产。
在立窑中,在顶部添加含燃料的原料颗粒以满足逆流热空气。颗粒的燃烧和煅烧从颗粒的表面到内部进行。预热区的温度为20-1000℃。其长度随现场窑的操作和窑的锥形部分的高度而变化,但通常为窑的高度的5-10%。煅烧区通常在0.5-1.0m的范围内,约为窑的高度的10-15%。该区的温度范围为1000-1400℃。在煅烧区的操作和控制是高品质熟料和低的材料与能源消耗的关键。在冷却区中,熟料通过从底部吹入的空气冷却。该过程预热燃烧空气,并提供向上的热空气流,用于丸粒预热。冷却区的长度约为窑的高度的75-85%。更快的颗粒供料需要增加预热区的长度,并向下推动煅烧区,从而缩短冷却区的长度。
两组机械化垂直窑的能量汇总如表2所示。最好的机械化立窑可以实现良好的能量效率,因为通过废气或尾气的热损失低(可能是由于气体通过紧密进料区的逆流),因为相同的空气流冷却熟料并支持热处理(没有来自熟料冷却的直接排气),并且因为由于非常短的高温部分使辐射损失而低。
两组中单个最大的热损失来自化学不完全燃烧和CO的相关累积。空气供应不足、空气分布不均匀和煤的过量供应都导致CO产生。鼓风机容量不足和泄漏是供气不足的常见原因。改善窑内的空气分配需要质量更好的球团(在强度,尺寸和孔隙率方面)和谨慎的窑的操作。煤的过量供应通常与原煤中的地面煤粉和高燃料密度有关。在低温和缺氧条件下,地上煤粉与CO2反应产生CO。
物理不完全燃烧涉及高温工艺中未燃烧的残余燃料。颗粒质量差和操作不良经常导致这种浪费。包含过大的煤颗粒,原料与煤粉的不均匀混合以及过大的排出速度的颗粒是一些实例。
通过尾气的热损失是立窑高温处理中热损失的第二大来源。预防程序主要是操作上的,包括调整预热区的长度和避免表面火焰。尚不清楚这种热量是否可以通过废热锅炉经济地回收。
在立窑中的燃烧控制比在旋转窑中更难,因为原料的流动简单地受到重力的控制,这比旋转轴更难控制。燃料和原料混合物也在垂直窑中预先确定过程,因此降低了点火系统的灵活性。操作技能对于能源效率和产品质量很重要,特别是当没有安装电子控制器时。这说明了培训窑操作员的重要性。
表2.两组机械化立窑的热平衡(单位:GJ/吨熟料)来源:参考文献12
|
A组(7单元) |
B组(19单元) |
|
|
干燥热损耗 |
627.5 |
615.5 |
|
尾气热损失 |
417.9 |
230.3 |
|
由于化学不完全燃烧造成的热损失 |
1210.5 |
724.4 |
|
由于物理不完全燃烧造成的热损失 |
247.6 |
79.6 |
|
熟料余热 |
171.7 |
163.3 |
|
辐射热损失 |
29.1 |
16.7 |
|
熟料形成热损耗 |
1711.1 |
1729.2 |
|
其他 全文共16023字,剩余内容已隐藏,支付完成后下载完整资料 资料编号:[143087],资料为PDF文档或Word文档,PDF文档可免费转换为Word |
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。
您可能感兴趣的文章
- y掺杂Li8ZrO6:一种高容量锂离子电池正极材料外文翻译资料
- 水泥基灌浆材料对半柔性沥青路面性能的影响外文翻译资料
- 溶胶-凝胶法制备不同Eu3 掺杂含量的Al2O3的结晶和发光性质外文翻译资料
- 溶胶-凝胶法制备的掺杂有Eu3 的氧化铝的结晶和发光性能外文翻译资料
- 具有高圆偏振光致发光的手性二维钙钛矿外文翻译资料
- N-杂环卡宾催化的对映选择性环化反应外文翻译资料
- 有机催化不对称N-磺酰基酰胺C_N钡活化以获 取轴向手性联芳基氨基酸外文翻译资料
- 用于钠离子存储的空心Mxene球体和三维多孔MXene结构.外文翻译资料
- 深共熔溶剂中铜基Sn-Co-Ni和Sn-Co-Zn合金镀层的电沉积及其表征外文翻译资料
- 工作在类合金模型的两个非富勒烯受体,使三元有机 太阳能电池的效率超过17%外文翻译资料

