
英语原文共 7 页,剩余内容已隐藏,支付完成后下载完整资料
用于工业量产的晶体硅太阳能电池技术的进展
晶体硅光伏电池是市场上使用量最大的太阳能电池,其产量占2008年世界光伏电池总产量的90%,也有望在未来光伏市场中发挥重要作用。本文综述了目前晶体硅光伏电池的生产和应用技术。迄今为止,已报道的晶体硅光伏电池最高能量转换效率为25%。但标准工业电池效率大都仍限制在15-18%,仅有少数高效电池超过20%。高效光伏电池虽然在性能上有优势,但由于其复杂的结构和漫长的生产周期,通常不适合低成本生产。本文针对相应的材料技术,例如硅锭和晶片生产,比较讨论了用于单晶和多晶光伏电池的各种技术。只有研发先进的生产技术和设备,才能同时实现高能量转换效率和低加工成本,本文综述了一些可使效率超过25%并且生产成本可控的最新技术。
2008年,世界光伏电池的年产量达到了7.9千兆瓦(标准测试条件下的峰值功率)[1],在过去十年中光伏电池生产的年均增长率超过了40%。但据估计,全世界所有光伏系统产生的电力还不到世界发电总量的0.1%[1]。预计光伏电池产量的强劲增长将持续多年。经过60多年的发展,晶体硅光伏电池拥有最长的生产历史,且目前占最大的生产份额,2008年占太阳能电池产量的90%。硅无毒害污染,是地球上最丰富的资源之一,占地壳物质的26%。硅的丰富性和安全性使硅基太阳能电池在光伏产业中占有突出的地位。预计到2020年左右,全球光伏电池年产量将达到100千兆瓦,从大规模生产的角度来看,硅基光伏电池是满足这一需求的最可行的候选产品。
晶体硅光伏电池是硅基半导体器件之一。光伏电池本质上是一个半导体结构的二极管(图1),在太阳能电池生产的早期,许多晶体硅电池的技术是在硅半导体器件的基础上提出的。为其他硅基半导体器件(如大规模集成电路和许多不同种类的硅半导体应用)而开发的技术和设备与为光伏电池开发的技术和设备的协同作用支持了这两个领域的进步。光刻等工艺技术有助于提高太阳能电池的能量转换效率,为光伏产业开发的硅锭线锯切片等大规模生产技术也很容易应用于其他硅基半导体器件。然而,单位面积光伏电池的价值远低于其他硅基半导体器件。因此需要诸如银糊丝网印刷和触点焙烧等生产技术以降低成本并增加晶体硅太阳能电池的生产量。为实现所谓的“电网平价”,降低材料和工艺成本与提高太阳能电池效率同等重要。
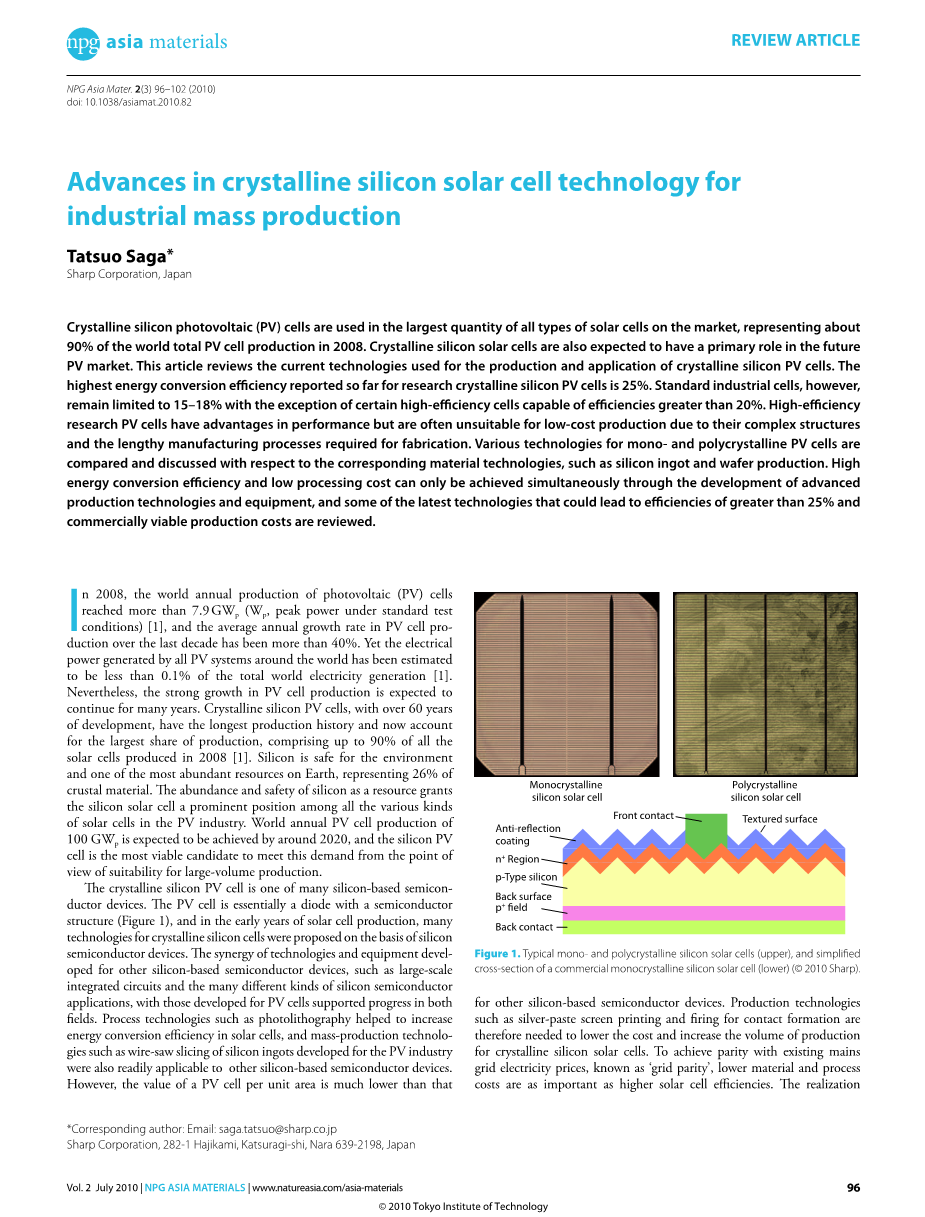
图1 典型的单晶硅和多晶硅太阳能电池(上图)以及商用单晶硅太阳能电池的简化横截面
如何制造高效率、低加工成本的太阳能电池是目前太阳能电池制造商面临的最重要的技术问题。高纯度晶体硅衬底生产成本较高,降低其成本是降低硅太阳能电池模块成本的一个重要方面。这篇综述从工业应用的角度介绍了晶体硅太阳能电池的历史和最新技术进展。
标准晶体硅光伏电池和模块的特点
晶体硅光伏电池是市场上最受欢迎的太阳能电池,也是所有商用太阳能电池和模块中能量转换效率最高的。典型商用晶体硅光伏电池的结构如图1所示。每种类型的电池通常分别为125毫米(5英寸)或156毫米(6英寸)见方。单晶太阳能电池由准方形硅片衬底制成,其硅片衬底是由直拉法生长的柱状晶锭切割而成(见图2)。多晶电池由方形硅衬底制成,其衬底是由石英坩埚中生长的多晶锭切割而成。其前表面覆盖有微米大小的金字塔结构(纹理表面),以减少入射光的反射损失。氮化硅(SiNx)或氧化钛(TiOx)的抗反射涂层(ARC)覆盖在纹理化的硅表面上,以进一步减少反射损失。在晶体硅太阳能电池掺杂硼的p型(电子接受)衬底的前表面上,有高度磷掺杂的n (电子产生)区域,以形成p-n结。背面p 场(BSF)区形成在硅衬底的背面上以抑制少数载流子(光生电子)的复合。BSF区是在带式炉中由丝网印刷的铝浆形成的。硅块和扩散层中产生的载流子(电子)被其正面和背面的银触点(电极)收集。前触点是由母线连接的网格线组成,形成梳状结构。后触点通常是一系列银条,通过焊接铜互连连接到相邻电池的前母线。这些触点通常是由丝网印刷银浆形成,同时形成BSF区。前触点通过类似丝网印刷的技术在ARC层顶部的银浆形成。前电极与硅衬底的n 区域之间的接触通过烧结实现,以使银穿透ARC层。烧结制备的丝网印刷前银触点可以穿透ARC,是大批量制造现代标准晶体硅电池的最重要技术之一。就具有标准电池结构的典型商用晶体硅太阳能电池的效率而言,单晶衬底的在16-18%左右,多晶衬底的在15-17%左右。大多数标准晶体电池中使用的衬底厚度为160-240mu;m。太阳能电池通过焊接和层压到前玻璃板上组装成模块。标准太阳能电池模块的能量转换效率大约比单个电池的效率低2%,其效率在12-15%左右。
图2 典型商用晶体硅太阳能电池的生产工艺
晶体硅太阳能电池的生产流程如图2所示。晶体硅太阳能电池和模块的价值链比薄膜太阳能电池的价值链长。通常与晶体硅太阳能电池和组件生产相关的三个行业为: 生产原材料硅的冶金和化学工厂,单晶和多晶硅锭制造及多线切割晶片制造,以及太阳能电池和组件生产。光伏生产的成本大致分为太阳能电池组件生产和系统平衡制造,包括逆变器、电缆和安装费用。太阳能电池组件的制造成本包括硅衬底成本(50%)、电池加工成本(20%)和组件加工成本(30%)。因此,成本份额受到多晶硅原料市场价格的强烈影响,降低硅衬底的成本仍然是光伏行业最重要的问题之一。
光伏发电的工业目标是将发电成本降低到与商业电网相当的水平。太阳能电池的能量转换效率是另一个重要的问题,因为效率影响到光伏系统从材料生产到系统安装的整个价值链成本。太阳能电池的效率受到三种损耗机制的限制:由表面反射引起的光子损耗、硅体传输和背接触吸收;由于硅块和表面的复合,少数载流子(p区中的电子和n区中的空穴)损失;以及由于网格线和母线中的串联电阻、触点和硅之间的界面以及硅块和扩散区中的串联电阻而导致的加热焦耳损失。在太阳能电池和工艺的设计中,这些损失被最小化而不降低太阳能电池的生产率。
太阳能电池的性能由短路电流(Isc)、开路电压(Voc)、最大功率点的电流(Imp)、最大功率点的电压(Vmp)、最大功率(Pmax)、流动系数(FF)和能量转换效率(eta;)决定。在研发中还使用了短路电流密度(Jsc)。空气质量1.5(AM1.5)频谱条件(1000瓦·米)是地面太阳能电池的标准测试条件。AM1.5条件定义为地球大气光谱吸收率的1.5倍,空间的光谱吸收率为零(空气质量为零,AM0)。AM1.5条件下的太阳能用作计算太阳能电池效率的输入能量。使用以下公式计算太阳能电池的填充系数和效率。
历史发展与效率提升
贝尔实验室在1953年制造了第一个晶体硅太阳能电池,实现了4.5%的效率,接着在1954年制造了效率为6%的器件[2,3]。在第一次演示后的十年里,晶体硅电池的效率提高到了15%左右,足以用作航天器、灯塔等特殊地面应用以及电子计算器等消费产品的电源。图3显示了过去30年来各种太阳能电池的研究电池效率的提高。尽管晶体硅太阳能电池技术还不如基于单结GaAs和多结聚光器的电池高效,但它们目前在效率和成本之间提供了一个很好的折衷方案。
当前工业晶体太阳能电池中使用的基本电池结构,包括诸如轻掺杂的n 层(0.2-0.3微米)以获得更好的蓝色波长响应、由电池背面的p/p 低/高结形成的BSF、上世纪70年代电池的侧面开发了随机金字塔结构的光陷获表面以及一种针对粘着胶的折射率进行优化的ARC等被开发用于太空和地面。在“1太阳”AM0测试条件下,用于空间使用的单晶电池的效率在14-16%的范围内,相当于在AM1.5下的15-17%。晶体硅电池的这些标准结构仍然用于标准工业晶体电池中,其效率在14-17%的范围内。
实现效率高于20%所需的关键技术是在20世纪80年代和90年代开发的,最新的高效晶体硅电池具备了大多数这些特征(表1)。
高效单晶硅光伏电池的典型例子是钝化发射极后局部化(PERL)电池、与本征薄层异质结(HIT)电池和背接触背结(BC-BJ)电池(图4(a,b,c))。这些光伏电池具有许多独特的可提高效率的技术。PERL电池是一种研究型光伏电池,具有前表面和后表面钝化层、倒金字塔形光捕获表面、后局部p 层(BSF)、双层ARC和p型缓冲区(FZ)单晶硅衬底。PERL电池中的体少数载流子寿命大于1ms,对于一个4cm实验室电池而言[4],这种电池的最佳输出参数(Voc、Jsc、FF和eta;)为706mV、42.7mA·cm、0.828和25.0%。这种电池在吸收太阳光子以及收集电池发射极和基极产生的载流子方面接近当前技术的极限。大约十年前,PERL电池效率报告为24.7%,2009年新南威尔士大学(UNSW)的研究人员报道的25.0%的记录是在使用新测量技术对同一电池重新测量后获得的。在过去的十年里,PERL电池一直是最有效的单晶硅光伏电池类型[5],并且是所有高效晶体硅光伏电池中最受欢迎的实验室结构。然而,因为需要多个光刻步骤,类似于具有复杂结构的半导体器件,完整的PERL设计不容易应用于低成本工业生产。用于空间应用的昂贵的硅光电池的结构与PERL电池[6]相似。SunTech Power为工业用途开发的PLUTO电池使用了更简单的钝化发射极太阳能电池(PESC)设计,该设计也在1985年由UNSW研发[7],4平方厘米的电池可提供高达19.2%的效率[8]。PESC具有正面钝化,选择性发射极以及带细网格线的电镀正面触点。工业用HIT电池的最佳输出参数为729 mV、39.5 mA cm–2、0.800和23.0%(Voc、Jsc、FF和eta;),(对于一个100.4cm~2的大电池[9])。这种电池具有独特的异质结结构,由非常薄的非晶p和n掺杂层以及CZ-n型单晶硅衬底前后表面的本征非晶层组成。
图3 NREL报告的太阳能电池效率最佳研究
图4 各种晶体太阳能电池结构示意图。(a) PERL (b) HIT. (c) BC-BJ
(d)使用表面贴装技术的交叉背接触(IBC)电池
这种异质结结构通过前非晶硅层的大能带隙和非晶层与晶体衬底之间的优异界面质量的作用,大大提高了Voc。与标准工业晶体硅光伏电池的约0.45%的低温系数相比,这种电池的还有一个优点就是在最大温度下约0.30%的低温系数。该单元具有透明导电氧化物(TCO)ARC,这降低了前非晶层的薄层电阻率。与其他高效率光伏电池相比,Jsc明显较低,这似乎是由于与其他ARC和/或TCO层相比,TCO层的透明度较低,从而抑制了前非晶硅层和体硅的光电流收集或非晶层内部量子效率较低。其结果是较弱的蓝色响应和较低的Jsc。
BC-BJ电池在背面具有交叉的n-和p-掺杂区以及n和p触点。最初的BC-BJ电池,被称为前表面场(FSF)电池或交叉背接触(IBC)电池,是在20世纪70年代末[10,11]为空间应用而制造和研究的。斯坦福大学在1980年代开发的BC-BJ结构的点接触(PC)电池从一开始就具有超过20%的效率12]。20世纪90年代,SunPower公司首次为无人驾驶飞机和太阳能赛车制造了BC-BJ电池。在21世纪初,这些电池被推广到光伏发电系统的大规模生产中。迄今为止报道的大面积工业用BC-BJ电池的最佳转换效率为23.4%[13]。该BC-BJ电池具有前表面和后表面钝化层、随机棱锥形光捕获表面、FSF、背表面上交叉的n-和p-掺杂区域、n-和p-掺杂区域上的n和p接触网格线、少数载流子寿命超过1毫秒的单层ARC和CZn型单晶硅衬底。在目前市场上的所有晶体硅光伏电池模块中,只有那些基于BC-BJ电池的模块效率有可能超过20%。几个实验室和制造商正在研究改进BC-BJ电池设计和加工的方法[14,15]。与传统的前接触电池结构相比,BC-BJ电池具有几个优点:没有网格线(子电极)或汇流条(主电极)阴影,由于没有前电极,前表面具有良好的钝化特性,后接触(电极)的设计自由以及外观的改善。它们还在模块组装方面有一定优势,允许在一个柔性印刷电路上同时互连所有单元(见图4(d))。通过这种表面贴装技术形成的互连的低串联电阻使FF为0.800,而标准硅PV电池模块约为0.75[16,17]。
工业电池
单晶太阳能电池
多年来,从掺硼直拉锭切割而成的p型单晶衬底一直用于标准工业光伏电池。在光伏电池生产的早期使用2-5英寸直径的小直拉锭,其小尺寸和高成本阻碍了单晶电池成本的降低。在过去的20年中,大量的研究和开发致力于降低直拉锭和晶片加工的生产成本。现在广泛用于单晶硅光伏电池的制造的CZ晶片的边长分别为125毫米和156毫米,是从直径为6英寸和8英寸的铸锭上切割下来的。在单位输出功率的制造成本方面,使用与多晶电池生产晶片相同尺寸的晶片来制造单晶电池和模块已经提高了单晶电池相对于多晶电池的竞争力。单晶电池占2008年制造的所有太阳能电池的38%。
最佳研究晶体硅光伏电池和相应的工业电池的效率有很大的差异。标准工业单晶光伏电池的效率保持在16-18%左右,大大低于最佳研究电池的25%左右的效率水平。工业电
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[246192],资料为PDF文档或Word文档,PDF文档可免费转换为Word
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。
您可能感兴趣的文章
- y掺杂Li8ZrO6:一种高容量锂离子电池正极材料外文翻译资料
- 水泥基灌浆材料对半柔性沥青路面性能的影响外文翻译资料
- 溶胶-凝胶法制备不同Eu3 掺杂含量的Al2O3的结晶和发光性质外文翻译资料
- 溶胶-凝胶法制备的掺杂有Eu3 的氧化铝的结晶和发光性能外文翻译资料
- 具有高圆偏振光致发光的手性二维钙钛矿外文翻译资料
- N-杂环卡宾催化的对映选择性环化反应外文翻译资料
- 有机催化不对称N-磺酰基酰胺C_N钡活化以获 取轴向手性联芳基氨基酸外文翻译资料
- 用于钠离子存储的空心Mxene球体和三维多孔MXene结构.外文翻译资料
- 深共熔溶剂中铜基Sn-Co-Ni和Sn-Co-Zn合金镀层的电沉积及其表征外文翻译资料
- 工作在类合金模型的两个非富勒烯受体,使三元有机 太阳能电池的效率超过17%外文翻译资料

