
英语原文共 11 页,剩余内容已隐藏,支付完成后下载完整资料
补强体积分数和尺寸对热等静压白铁基复合材料组织和耐磨性的影响
E.PAGOUNIS,M.TALVITIE,andV.K.LINDROOS
摘要:本文研究了掺入TiC颗粒的粉末冶金高铬白铁的显微组织和耐磨性的变化。为了检查它们对三体耐磨性的影响,使用了各种增强材料的体积分数和尺寸。实验是在三种不同的奥氏体化温度下进行的。显微组织检查后最重要的观察结果是,与未经增强的合金进行相同的热处理程序后,复合材料中马氏体的数量增加。复合材料中奥氏体到马氏体的转变随TiC体积分数和奥氏体化温度的增加而增加。这表明这两个参数在转化机理中起着关键作用,这似乎是机械诱导的。随着复合材料中TiC含量的增加,马氏体相变的增加不断增强铁合金基体对TiC颗粒的支撑能力,进而提高了复合材料的耐磨性。耐磨性随着TiC体积分数的增加而增加,直到剥落开始。然而,在含有粗增强材料的复合材料中,剥落在磨损过程中较早发生。由于剥落的TiC颗粒进一步增加了磨损,因此耐磨性显着降低。
1.前言
磨损是许多工业应用中的主要问题,因此开发耐磨材料既是技术优势,也是经济优势。显然,金属中硬颗粒的含量可以减少磨料的磨损量。此概念用于包含大量碳化物的高速钢和高铬白口铸铁中。这些材料被广泛用于许多需要良好耐磨性的行业。高铬白铁通常被认为是铁合金中最耐磨的一类。它们由高体积分数的硬质共晶M7C3硬质合金在坚固的支撑基体中组成。这些硬质合金的硬度约为1500至1800HV,远高于奥氏体或马氏体基体的硬度。也比石英大。石英是广泛使用白铁的采矿和土方作业中最硬,最常见的磨料之一。这些材料的良好耐磨性以及较差的冲击强度可能会限制其使用。钢基和陶瓷增强材料的复合材料为耐磨材料的生产带来了新的可能性。它们的微观结构可以很容易地修改以提供高硬度和足够的断裂韧性。
钢基和陶瓷增强材料的复合材料为耐磨材料的生产带来了新的可能性。它们的微观结构可以很容易地修改以提供高硬度和足够的断裂韧性。用于增强钢基复合材料的常见陶瓷颗粒包括氧化物(Al2O3,ZrO2),氮化物(TiN,Si3N4)和碳化物(TiC,Cr3C2,VC,B4C)。硬质合金(TiC)由于其极高的硬度和在铁合金中的热力学稳定性而被证明适用于此目的。复合材料的耐磨性取决于各种微观结构参数,例如嵌入颗粒的硬度,体积分数,大小,形状和分布;基质的性质;以及两相之间的界面结合。Axen和ZumGahr报告说,在颗粒增强的钢基复合材料中获得最大耐磨性的首要要求是使用硬度比磨粒高的增强相。另外,基体硬度应尽可能高,并且l,Dg,d,其中l是颗粒间的间距,Dg是槽的尺寸,而d是增强颗粒的尺寸。热等静压技术作为复合材料的生产途径具有极大的吸引力,因为可以实现完全致密的材料和接近最终的形状。此外,对于钢基复合材料,工业粉末冶金(P/M)钢生产路线中唯一的附加步骤是与陶瓷粉末混合。与相应的铸造等级相比,高合金化的白口铁提供了更均匀的显微组织,从而提高了韧性。但是,它们的耐磨性低于铸白铁,因为碳化物不能形成三维网络来更有效地保护基体。硬质陶瓷增强材料的使用应增加耐磨性并提供足够的韧性。
本研究的范围是增强体积分数和尺寸对用TiC颗粒增强的P/M高铬白铁的耐磨性的影响。将检查的复合材料的结果与未增强合金的结果进行比较,并与文献中商用白口铸铁的结果进行比较。
|
表1:高铬白铁的化学成分(重量百分比) |
||||
|
合金 |
C |
Cr |
Fe |
|
|
APM2311 |
2 |
26 |
bal |
|
2.实验部分
A.测试材料
粉末形式的高铬白铁(气体雾化APM2311,PowdermetSurahammar,瑞典AB)被用作未增强合金和复合材料基体的原材料。其组成列于表I。H.C.生产的致密烧结,化学计量的TiC粉末。斯达克(德国杜塞尔多夫)被用作陶瓷增强材料。未增强的合金和复合材料是根据典型的髋关节程序生产的。金属和陶瓷粉末的混合是在常规的Turbula混合器中进行的,首先干燥,然后用4wt%的乙醇混合,以防止较低密度的陶瓷颗粒分离。混合后,将粉末装入低碳钢制成的胶囊中(尺寸为153253250mm3),并干燥18小时。将胶囊密封,抽成真空,然后插入到裂谷设备中。将三种分别用10、20和30volpct细TiC颗粒(尺寸分布5.6至22.5mm)增强的九种白铁基复合材料与三种未经增强的合金一起粘结在一起。蠕变参数为11807C温度,100MPa压力和3小时保持时间。髋关节后,将材料在胶囊内进行热处理以避免脱碳。对于每种具有相同增强体积百分比的复合材料以及未增强的合金,执行了三种不同的热处理程序。表II中列出了测试材料的热处理和TiC体积分数。热处理程序与建议的商用高铬白口铸铁相似。程序A包括在TA510407C下奥氏体化1小时,低强制风冷(357C/min)。),并在5107C下回火2小时。该程序将导致常规的非增强高铬铸铁合金,其成分类似于本研究的合金,主要是马氏体组织。程序B和C包括在TA上奥氏体化1小时。511207C和11607C分别进行空气冷却和5107C回火2小时。对于非增强合金,这些热处理程序将导致主要的奥氏体组织。在所有材料中,加热速度缓慢(507C/h),直到6507C,保持1小时,然后达到1007C/h直到奥氏体化温度。为了研究增强颗粒尺寸对耐磨性的影响,测试了第二组用粗TiC粉末增强的材料(尺寸分布为50至100mm)(表III)。
|
表2 |
加工材料和热处理时间表 |
|||
|
热 |
热处理 |
TiC体积分数(Pct) |
||
|
10-A |
A |
10 |
||
|
10-B |
B |
10 |
||
|
10-C |
C |
10 |
||
|
20-A |
A |
20 |
||
|
20-B |
B |
20 |
||
|
20-C |
C |
20 |
||
|
30-A |
A |
30 |
||
|
30-B |
B |
30 |
||
|
30-C |
C |
30 |
||
|
M-A |
A |
0 |
||
|
M-B |
B |
0 |
||
|
M-C |
C |
0 |
||
*基质粉末尺寸(mm):60pct,75140pct75至150;TiC细粉尺寸(mm):5.6至22.5。
**A:在TA510407C下奥氏体化1小时,低速空气冷却,并在5107C下回火2小时。
B:在TA511207℃下奥氏体化1小时,空气冷却,并在5107℃下回火2小时。
C:在TA511607C下奥氏体化1h,空气冷却,并在5107C下回火2h。
|
表3 |
材料参数和热处理时间表 |
|||
|
热 |
热处理 |
TiC体积分数(Pct) |
||
|
05C-A |
A |
5 |
||
|
05C-C |
C |
5 |
||
|
10C-A |
A |
10 |
||
|
10C-C |
C |
10 |
||
|
20C-A |
A |
20 |
||
|
20C-C |
C |
20 |
||
*基体粉末尺寸(mm):75至150;TiC粗粉尺寸(mm):50至100。
B.磨损测试
根据标准程序ASTMG65-91检查了材料的三体耐磨性。将尺寸大约为8322350mm3的样品研磨至使用400粒度的SiC纸。将已知重量的样品以60N的力压在直径为310mm的橡胶边钢制车轮上,该车轮以147rpm的速度旋转。使用粒度为0.1至0.6mm的石英砂作为磨料,流速约为400gmin21。测试进行了10分钟,总磨损距离为1432m。根据以下表达式测量重量损失并计算材料的耐磨性(WR):
其中DV(cm3)是体积损失,r(g/cm3)是密度,Dm(g)是材料的重量损失。耐磨性是根据两次至四个测试的平均值计算得出的。
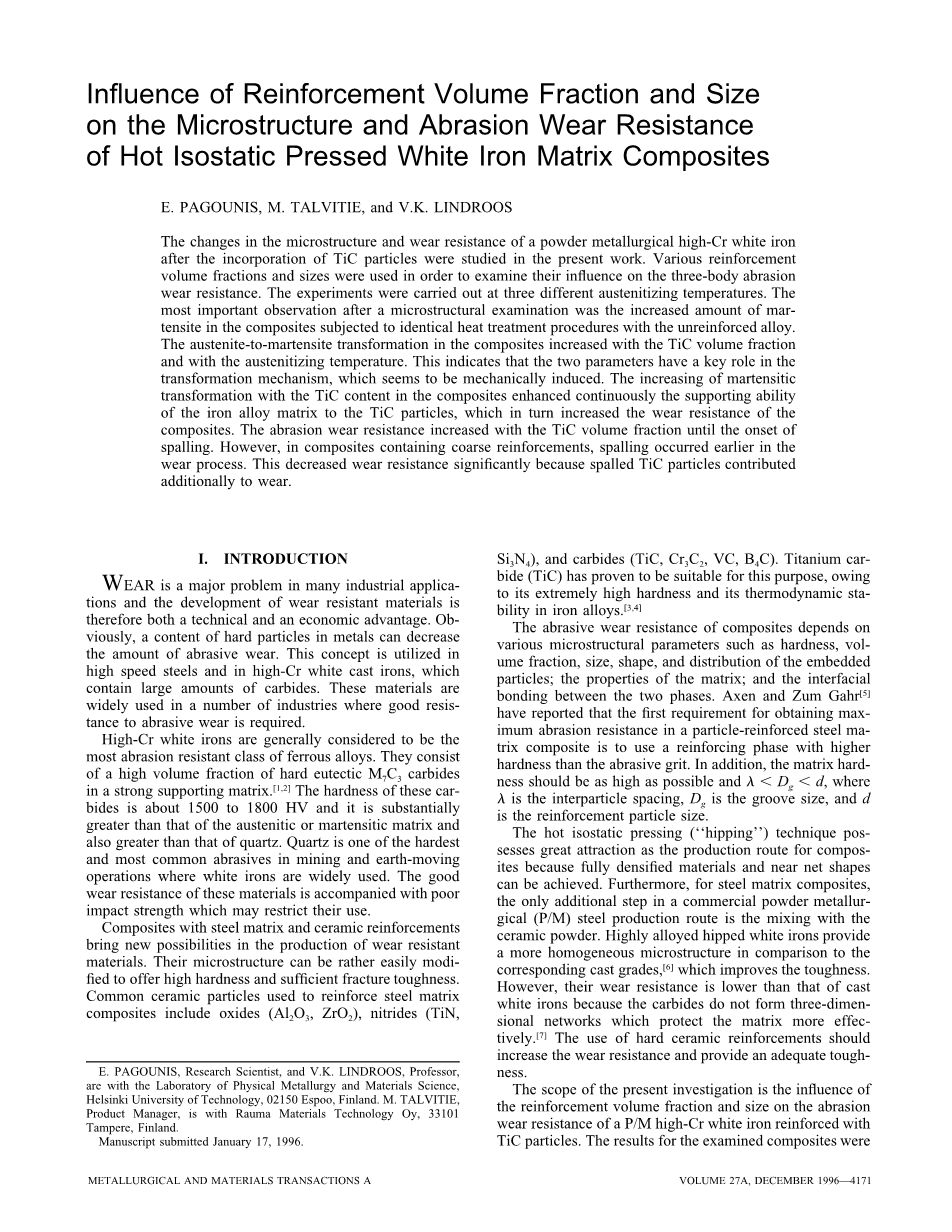
(a)(b)(c)(d)
图1-复合材料的典型微观结构,显示了增强材料的分布:(a)10体积%的细TiC,(b)20体积%的细TiC,(c)30体积%的细TiC,和(d)20体积%的粗TiC。
C.材料表征通过光学显微镜,洛氏C硬度(HRC)测试和测量基体中残余奥氏体的比例来表征未增强的合金和复合材料。样品中的TiC颗粒分布在复合材料中进行了检查,这些样品被抛光至1毫米的金刚石糊状表面。在6V直流电下,用浓NH4OH对金相检查准备的试样进行电蚀刻。80秒以区分TiC和M碳化物(M7C31M23C6)并为其着色。至少进行了10次测量以估计材料的硬度,由于增强剂分布或孔隙率效应不足,在多相复合材料中硬度可能会发生变化。通过X射线衍射确定未增强合金和复合材料的基体中残留奥氏体(RA)的量。使用带有Mo-靶X射线管的SIEMENS*衍射仪进行X射线衍射研究。*SIEMENS是西门子测量仪器公司(德国卡尔斯鲁厄)的商标。选择MoKa辐射的波长是因为在这种情况下可以获得高衍射强度,并且通常用于体积分数分析的峰出现在27u到42度的非常方便的2u范围内。在测试之前,对用于X射线测量的样品进行电抛光。对于残留奥氏体计算,测量了在峰a(200),g(220),a(211)和g(311)下的奥氏
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[265120],资料为PDF文档或Word文档,PDF文档可免费转换为Word
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。
您可能感兴趣的文章
- 用于水泥故障检测和诊断的新型减核PCA回转窑外文翻译资料
- Co204/TiO2纳米复合材料的形成通过拓扑光活化和光催化-热催化协同效应提高了紫外-可见-红外驱动的热催化活性外文翻译资料
- 碱土元素掺杂可调控Yb/Er:NaGdF4纳米晶晶粒尺寸和上转换发光均匀度的机理研究外文翻译资料
- 酶促水解产生的植物源蛋白水解物的生物刺激作用外文翻译资料
- 硬石膏/半水合物-高炉矿渣复合胶凝材料:强度发展和反应性外文翻译资料
- 半水石膏水化过程的微观结构与力学性能外文翻译资料
- 含硫酸氢根分子簇的氟磷酸盐玻璃的发光性能外文翻译资料
- 低温锰基选择催化氨还原一氧化氮硫中毒抗性介孔催化剂材料外文翻译资料
- 由溶胶-凝胶法合成的二氧化钛前体粉末由锐钛矿转变为金红石型 Ti02 的 动力学外文翻译资料
- 使用熔融沉积制造陶瓷的可行性外文翻译资料

