钢铁产品造船
JET技术报告
2号(2004年3月)
作者:SUZUKI Shinichi MURAOKA Ryuji OBINATA Tadashi ENDO Shigeru HORITA Tomoo OMATA Kazuo
1.简介:
6钢产品的设计和性能控制过程钢板用于高热输入焊接对集装箱船而言,导电性大大降低了焊接工作时间,LP钢板(纵向专用板,也称为锥板),新型防腐钢板原油油罐车NAC5,船舶通过改善耐腐蚀性能,和化学品船用复合钢板。管状产品 - 包括JFE-MARINE-COP的原油油轮,这提高了船上的耐腐蚀性能采油管用于装卸原油油。在形状钢中,JFE钢铁公司开发了TMCP提供造船造型技术焊接性等于板材的焊接性。描述了造船。它们是新的TMCP(热机械控制工艺)钢板,能够进行高热输入,用于集装箱船和LP(纵向构图)板,都有助于通过大型船厂提高生产力减少焊接时间,防腐钢板为原油油轮NAC5,从腐蚀,包层的角度看船舶的一些事情化学品船用钢板,防腐蚀管,JFE-MARINE-COP,用于原油罐车,造船原油,造船造型,使用TMCP生产以实现可焊接像钢板一样好。
近年来,造船业有能源,推动船舶高性能提高响应船只潜水员的施工生产力(趋向专用船)。在与钢铁产品相关的opmental需求,导致了创造新技术和新产品。本报告介绍了产品设计的概念和以下6种产品的特性,由JFE钢铁公司响应这些需求。在现场它们包括新的TMCP(热机械)随着长途货运量的增加,近年来,集装箱船的规模一直在增长迅速,甚至8 000 TEU(TEU:脚等效单位)类集装箱船正在结构最近构建这样大规模的使用清水船,高强度钢板和厚钢板,如390 N / mm2级屈服强度和最大值大小65毫米以上。
2.钢板
2.1钢板的焊接热输入“EWEL”
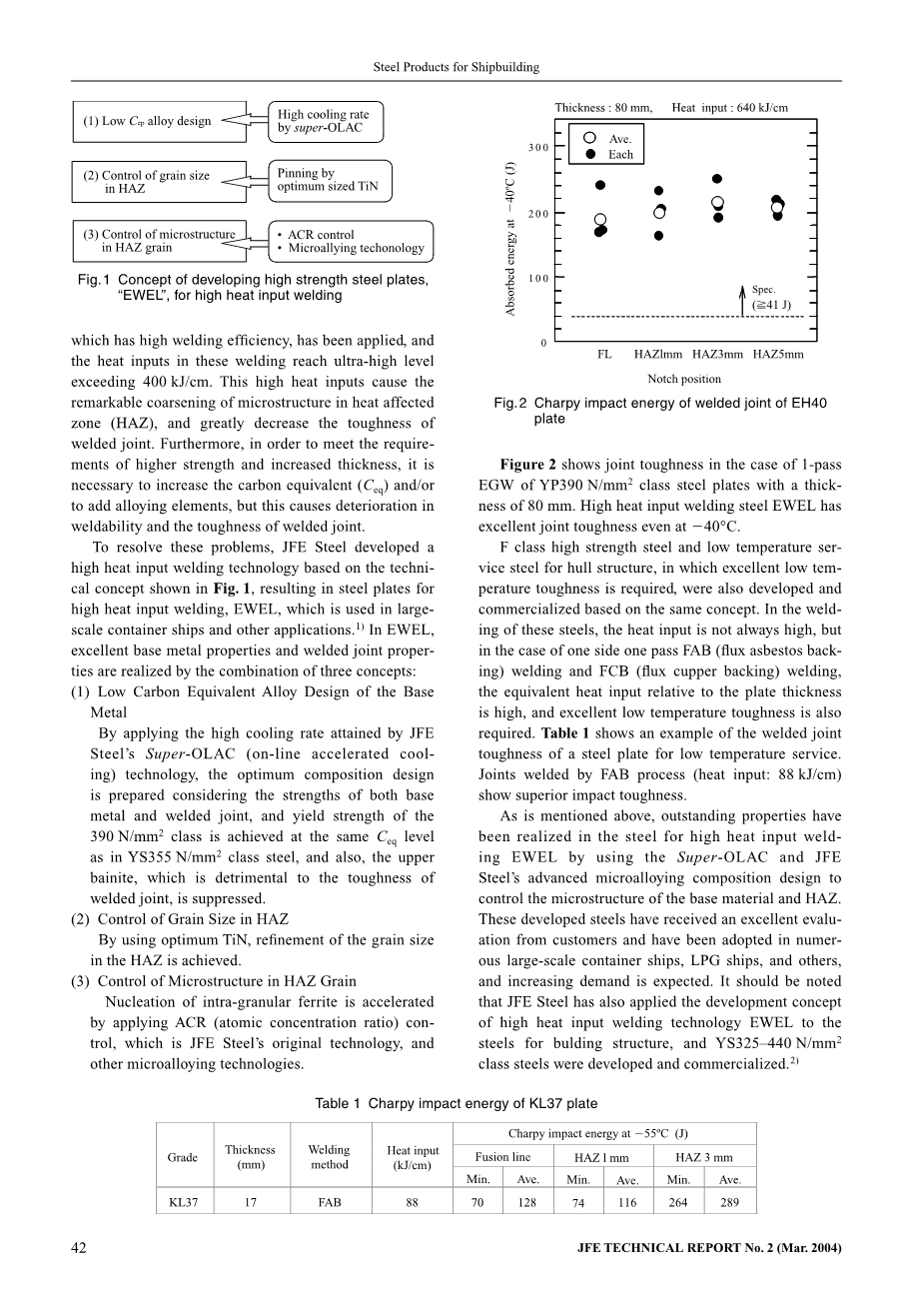
在最近一年把增加的长途运费-界定,集装箱船的大小迅速扩大,甚至8 000个标准箱(TEU:20 -英尺当量单位)共同类集装箱船最近支持。构建这样的大规模的共同锡箔船舶、高强度和使用厚钢板,如390牛/平方毫米类屈服强度和最大 65毫米或更多。对于焊接厚盘子,气体垂直电弧焊(EGW)具有较高的焊接效率,已被应用这些焊接中的热输入达到超高水平超过400 kJ / cm。 这种高热输入导致受热影响的微观结构显着粗化区域(HAZ),并大大降低韧性焊接接头。 此外,为了满足要求高强度和厚度增加,有必要增加碳当量(C)和/或等式添加合金元素,但这会导致劣化焊接接头的可焊性和韧性。为了解决这些问题,JFE钢铁开发了一种基于技术的高热输入焊接技术。
1)在EWEL中,优良的母材特性和焊接接头,关系通过三个概念的结合实现:
(1)底座低碳等效合金设计金属通过应用JFE获得的高冷却速度钢铁超级OLAC(在线加速冷却技术,最佳组合设计考虑到两个基地的优势是准备的金属和焊接接头,屈服强度390 N / mm2在同等Ceq水平上实现了课堂类钢,也是上层如YS355 N / mm2贝氏体不利于韧性接接头,被抑制。
(2)控制HAZ中的粒度通过使用最佳的TiN,改善晶粒尺寸在HAZ实现。
(3)控制HAZ颗粒组织颗粒内铁素体的成核加速通过应用ACR(原子浓度比)这是JFE钢铁公司的原始技术其他微合金化技术。
F级高强度钢和低温ser-用于船体结构的副钢,其中优良的低温 - 需要韧性,还开发和基于相同的概念商业化。 在焊接 - 这些钢的热输入并不总是很高,但是在一方的情况下,通过FAB(ux石棉背衬)焊接和FCB(ux铜背衬)焊接,相对于板厚度的等效热输入是高的,优良的低温韧性也是需要。通过FAB工艺焊接的接头(热输入:88 kJ / cm)显示出优异的冲击韧性。如上所述,优秀的物业有在钢中实现了高热输入焊接 - 使用超级OLAC和JFE进行EWEL钢铁先进的微合金成分设计控制基材和HAZ的微结构。这些开发的钢材已经获得了极好的评估,来自客户的,大型集装箱船,液化石油气船等,预计需求增加。 应该注意
JFE钢铁公司也应用了发展理念的高热输入焊接技术EWEL。
2.2新型原油耐腐蚀钢
如图3所示。上方甲板下方区域暴露在原油油轮的混合气氛中废气和H S从原油挥发。如
2该区域也经受循环冷凝和蒸发 - 昼夜硫化合物,下甲板区域是“蒸气空间”所独有的腐蚀。 “蒸汽中的平均腐蚀速率空间约为0.1mm / y。但考虑到生活原油油轮约20年来,甲板更换的可能性增加。没有更换甲板的成本非常昂贵,船舶的可靠性可能会较低。JFE钢铁公司开发出新型防腐钢原油油轮,NAC5(新型防腐5)可以延长甲板的使用寿命,近5年来,使用船底漆。 NAC5也具有优异的可焊性,这是一个重要的属性造船材料。 JFE钢铁公司YS235-常规钢355 N / mm2级NAC5板和形状在A和D之间。
图4显示了循环腐蚀试验结果simu-
延缓上甲板上的腐蚀环境不存储NAC5和常规钢板
底漆至于NAC5没有车底漆,腐蚀金属与焊接金属的比例约为比传统钢铁低10%这表明耐蚀性得到改善。一还进行了横切循环腐蚀试验样本类型,研究车间底漆的使用寿命,结果如图1所示。剥离后NAC5在康复中的比例下降约40常规钢型,车间底漆残渣 -
NAC5可延长寿命约两倍。另外,因为NAC5的Ceq降低与传统钢相同TMCP技术,常规焊接耗材可以使用,NAC5具有相当的焊接性常规钢。
图6显示了使用寿命的估计与使用NAC5的甲板相比,基于腐蚀坝的研究,年龄在上甲板的下表面由Yama-moto.3)在评估甲板板1%的可能性更换,NAC5甲板板的生活与店铺引物估计长约5年比常规钢。也可以减少维护成本,并通过使用NAC5提高船舶的可靠性。
2.3 LP造船用钢板
LP钢板是厚度为的板在纵向上连续变化是高性能板材,使其成为可能减少结构中的焊缝数量和钢重量。图7显示了LP板的典型特性在造船。 LP1是LP板,同时在一个方向纵向变化LP2在头端和尾端具有等距部分。一个uni-
可获得焊接接头的板厚通过指定这些等距部分。在LP7和LP8中板厚度分两步纵向变化在同一个方向这些厚度差异是在LP板制造过程中通过在轧制过程中轻微改变轧辊间隙。
图8省略焊缝和减速机的示例
使用LP板的重量在造船上应用LP板的效果是如图所示。 8,其中显示了跨舱壁作为例子。在跨舱壁,它是减少船舶板厚的必要条件从底部到顶部。通常,大量的通过焊接连接不同厚度的板,如图1所示。如图8(a)所示,可以减小板厚应力减小,目的是减轻体重。的可以通过应用差分焊缝来减少焊缝数量,这些部分的厚度板如图1所示。图8(b)。差分厚度板是具有两个dif-纵向厚度不变。在tr板,LP板在纵向上呈锥形。使用LP板,如图1所示。如图8(c)所示钢重量减少和接头数量减少。
图9显示了典型位置的示例其中LP板应用于容器中。另外跨舱壁,LP板可以使用多种其他部件,如上甲板,底板等根据船舶分类规则,有可能制造40k(A,B,D级)和50k的LP板(A,D,E级)造船级钢。底板图9 LP板的典型应用实例造船。
图10显示了JFE钢铁的LP板供应记录
自1993年以来,LP板材制品的改进。 Ini-
只有单向LP板可用,但是最近,双向LP板(1996),8/1000锥形比LP板(最大锥度比:8mm / m;2000)和2步LP板(2001)。1993年至2002年间,JFE钢铁出货量超过5800吨LP板,并稳步增加,由于这些板块首次用于造船业,特别是LP板的使用增加了自1999年以来,显示出这些盘子现在被广泛认可为减少材料船舶使用时焊缝数量和钢重量,从而减少建筑成本。在一个实例,大约2500吨LP板在17万吨级散货船上使用,达到了焊缝长度减少700 m,在钢材消耗的重量。
2.4化学品船包装钢点蚀
包层钢是一种复合钢板不锈钢板或其他材料(称为包层或包层材料)结合到碳的一侧或两侧钢或低合金钢板(基材)。符合而复合板具有所需的强度在结构构件(基材的功能)中同时具有耐腐蚀性或其他功能,(包层的功能),因此是高的具有性能的性能材料将是难以在单一材料中实现。
表3磷酸和硫酸的腐蚀速率近年来,越来越多的病例出现其中使用不锈钢复合板作为船体配合 - 化学品船(图11)。包层(染色 - 化学品船用不锈钢复合板需要提供耐腐蚀性,各种化学品,而基材(碳钢)必须具有优异的机械性能能够承受高比重和严重的重力装载条件。而且,因为不锈钢对于舱壁使用,没有去除包层,粘结强度也需要在基材和包层之间。因此,在复合板,化学品的应用中油轮具有极高的性能要求。虽然各种制造工艺可以用于生产复合板,JFE钢用于轧制包层工艺。下面介绍一些轧制复合板的优异性能。加速腐蚀试验的结果复合钢板的包层如表2所示。
耐腐蚀性,晶间腐蚀性,tance和SCC电阻都显示相同的水平表现为坚固的不锈钢材料。表3显示了耐腐蚀性评估结果,反对粗磷酸和硫酸,它们是特别强的代表性例子实际货物中的化学品。虽然测试,磷酸98%硫酸 在75℃和50℃下分别设定高度,对于加速腐蚀试验,满意的腐蚀观察到阻力。作为机械性能的评价,表4显示了全厚度拉伸试验的结果复合钢和夏比冲击试验的碳钢贱金属, 表5显示各种结果
弯曲试验。用作材料的有效属性在所有试验结果中观察到船体结构。轧制钢包被认为是能够满足的
对高性能材料的要求,排在上面,包括需求在将来进一步增长。
图11复合钢板数量变化情况化学品船
3钢管
3.1原油油船货油管“JFE-MARINE-COP”
因为油罐车的船上管线是用于装载和卸载原油和海水,称为货油管道暴露在海水环境中在外部和内部含有原油,面漆,涂上400 MPa级钢管(STPY 400)或通常使用添加Cr的铸铁管。此外,除了耐海水腐蚀,货油外管道也必须具有耐蚀性能。为了这
应用,公司研发,耐海水管,JFE-MARINE-COP具有400 MPa钢的等效焊接性管道和耐腐蚀和耐腐蚀磨损铸铁阻力。以下说明fea-JFE-MARINE-COP的目标和服务表现。图12合成中JFE-MARINE-COP的腐蚀速率海水与1%Cr相比,高C钢和STPY 400。
3.2 JFE-MARINE-COP的特点
表6显示了化学成分,JFE-MARINE-COP的制作流程。 Cu,Ni和Cr加入以改善海水的耐腐蚀性,添加Ca以防止焊缝的优先腐蚀。在制造过程中,控轧和JFE钢铁在线加速冷却装置,超级OLAC,应用于确保均匀的贝氏体结构。50°C时人造海水的腐蚀速率趋于稳定随着Cr添加量的增加而减小。如图所示图 12,JFE-MARINE-COP与1%Cr添加腐蚀速率约为400MPa级别的50%钢不含Cr添加。图13显示了横截面的外观一艘JFE-MARINE-COP管用作货物3年实际船舶中的油管(命名为Benetia)。 Virtu-由于普通腐蚀,在管道中都可观察到腐蚀或局部腐蚀金属或焊接金属。这是压制的结果通过同位素对HAZ的优先腐蚀, HAZ,Cu,Ni和Ca。
图13 3年后MARINE-COP的横截面作为BENETIA的货油舱测试温度(℃)图14焊接冷裂纹评估试验结果相比之下,JFE-MARINE-COP的铁拳测试含1%Cr,高C钢此外,在低温下没有观察到焊缝冷裂纹碳JFE-MARINE-COP在y-槽焊接裂纹 - (Tekken测试),即使没有预热(图14)。开发了各种焊接材料通过与神户钢铁有限公司的联合研究,适用于JFE-MARINE-COP的圆周焊接,包括手动焊接(SMAW)与品牌如以下所说的。耐腐蚀性好焊接中已经确定了耐蚀性能使用这些耗材。
表6化学成分和制造方法JFE-MARINE-COP化学成分
(1)用于SMAW的LBK-520.06 0.25 1.0Cu,Ni,Cr超级OLAC
(2)用于GMAW使用的MGK-52
(3)TGSK-52用于TIG使用
3.3制造业结果
JFE-MARINE-COP可以在外部制造JIS(日本语)的直径为76.3mm至1 016mm工业标准)STPY 400和STPY 500 equiva-借出强度水平。 JFE钢铁目前生产5万吨/日为日本境内外客户
4.型钢
4.1造船形状
JFE钢铁及其集团公司NKK BARS&形状(NKBS)已开发产品,自从进入船体以来,用于船体的形状形成钢铁业务,并且是日本第一个人力资源部门,造船代表形状如不平等的腿和不等厚度的角度(NAB)和灯泡板(BP)。 JFE钢铁已经建立了领导地位通过引进设备造船造型例如用于形状的专用喷丸装置开发第一台水冷式TMCP技术 - 形状的nology。 以下介绍JFE钢铁公司产品和制造技术的形状造船。
4.2钢种形状分类造船
4.2.1钢截面分类形状
JFE生产的造船主要形状钢和NKBS如表7所示。JFE钢集团拥有广泛的成型产品,
建筑,包括NAB,BP,不等腿角(ABS),(FB),等腿角(AB)。 可用尺寸,JFE钢铁集团也生产形状JIS外形尺寸以外的中间厚度,有助于更大的船体设计自由度最佳设计。
<p
全文共7069字,剩余内容已隐藏,支付完成后下载完整资料</p

英语原文共 8 页,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[144794],资料为PDF文档或Word文档,PDF文档可免费转换为Word
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。
您可能感兴趣的文章
- 船舶在浅水航道中航行时的岸壁效应数值研究外文翻译资料
- 基于三维面元法限制水域船体下蹲的数值研究外文翻译资料
- 关于甲板大开口船体梁极限抗扭强度的实验研究外文翻译资料
- 基于斯托克斯方程计算和系统识别 方法预估实船操纵模型参数外文翻译资料
- 水面舰艇5415在PMM演习中的基准CFD验 证数据-第二部分:平均相位的立体PIV流 场测量外文翻译资料
- 初步设计阶段船舶功率推进预测第二部分初步设计中有用的服务速度船舶功率推进数学模型外文翻译资料
- 对某高速船模湍流自由表面的数值与试验研究外文翻译资料
- 第三章水下搜救与恢复操作外文翻译资料
- 液化天然气供求关系的现状与展望:一个全球性展望外文翻译资料
- 基于CFD的高层钢结构建筑风效应数值评估外文翻译资料

