英语原文共 7 页,剩余内容已隐藏,支付完成后下载完整资料
利用新材料和工艺提高生产力:采用先进的复合技术
摘要
复合材料的主要特点除了本身的性能良好外还具有很强的多功能性,但要具备这些特点的同时也要具有良好的生产率和材料的标准化。复合材料性能的好坏,很大程度上取决于复合材料的原材料质量和生产工艺的质量。以要求更为严格的承载部件的材料的生产为案例,本文研究了如何选择性的利用不同的工艺,来满足材料的生产和设计。尽管如今有针对特定产品开发的自动化流程,但是对于一般可用的不同高低生产率流程来比较,可用于不同高低生产率流程的自动化流程就显得较为有限了。本文为大家提供了在原有技术的基础上,具有更加广泛应用范围的技术
简介
现如今制造业包括各种各样的公司,例如向供应链或原始设备制造商(OEM)提供组件或成品的。 复合材料行业也是如此,无论最终产品如何,其本质上有可能是复合材料产品或具有复合材料成分的传统的金属产品。 尽管复合材料具有高性能和高强度等优点,但使用复合部件而不是使用金属部件的一个重大原因就是因为复合材料能很快的达到一个统一的标准尺寸和性能的要求[1]。 本文介绍了大量复合材料制造公司制造复合材料的常见流程。 这些公司往往由具有一些人少但是技能熟练度高的部门组成。这些公司经常密切参与供应商与客户交流的环节,以解决一些具有特殊要求的产品的技术设计方案,因此需要对处理材料性能有很高的能力[2]。
另一个需要的能力是分隔高性能和低性能应用程序的做法,尽管它们的使用之间的明确界限不是很清晰。大多数小公司专门负责其中的一个流程,这意味着要运行一组类似的制作过程[3]。较大的公司,例如生产自己的复合材料部件的OEM经常处理一系列不同的(一套)工艺。这些公司具有生产一系列零部件数量的能力,根据所需的数量,可以轻松地从一个过程变为另一个过程。大多数这些过程都可以通过使用多种工具这样简单的做法来提高生产力,但这可能是非常有用的[4]。然而,有一点要强调,为了经济提升而提高生产率,并不简简单单是提高当前制造流程的生产率,而是完全改变生产流程[5]。在这一点上,有新的公司参与供应链的环节,并且现有公司投资将新技术纳入其现有的加工能力。 本文对比了低性能和高性能复合材料生产的流程。 可以说,所使用的分类在整个行业中都不是普遍存在的,在生产数量和生产性能条件下有一些不同之处6]。
2.常见的低生产率的材料和工艺
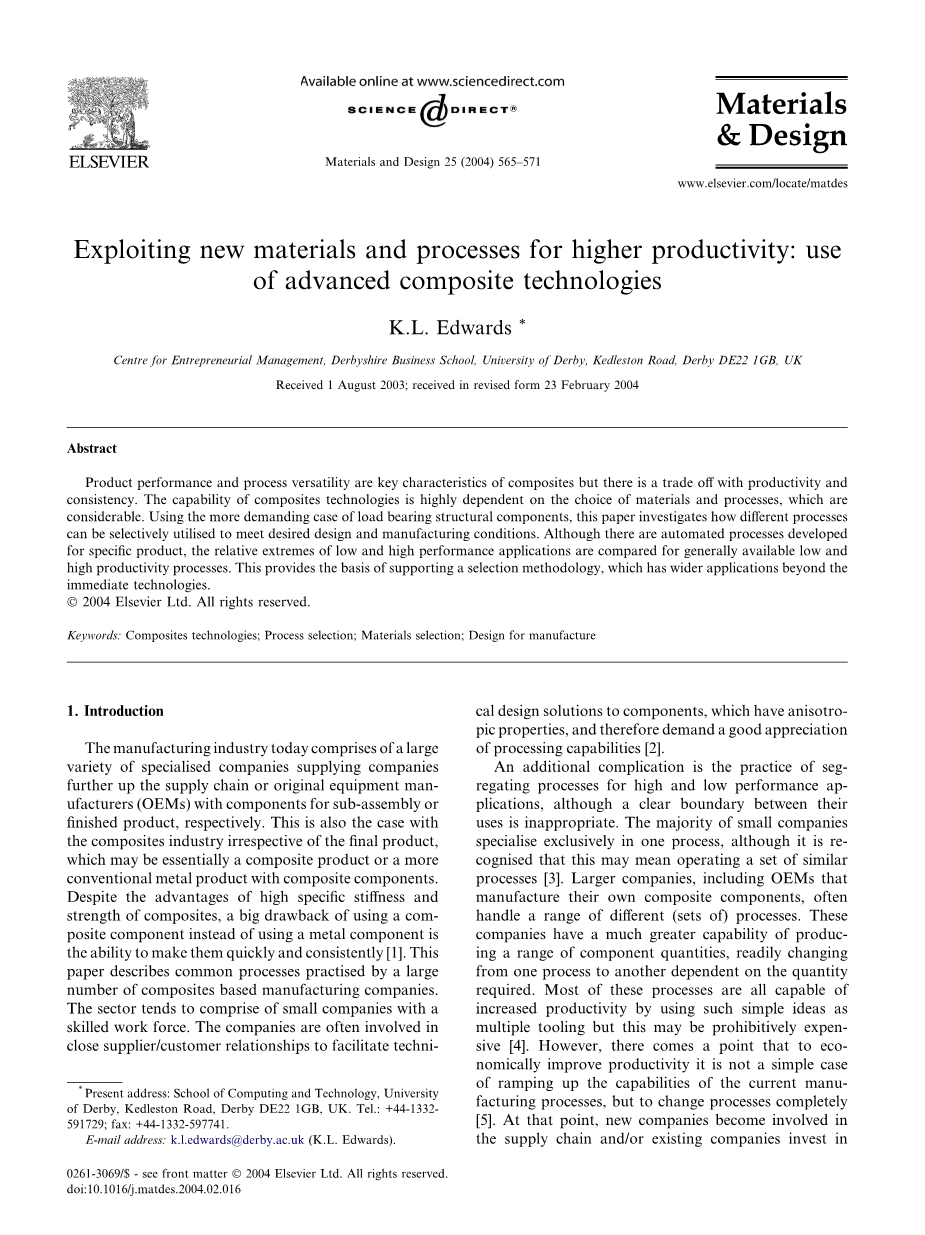
生产组件既可以满足大批量生产,也可以满足小批量生产。如果复合材料被认为是符合需求的,那么使用热固性树脂体系的手工制造工艺将成为主要方式 。低性能组件在这里认为是质量良好的工程,成本较低。而高性能组件则因为高成本被归类为高质量工程。为避免低级操作对技术带来约束力,要求要有更高的强度,因此使用强度较高的连续纤维增强塑料。
2.1 低性能应用
在这个商业部门,制造工艺主要使用湿树脂系统,主要是聚酯基,然后经过室温固化。增强材料通常采用玻璃纤维制成,表现形式有各种形式,从短切毡到织布都有。所有这些材料均由卷材供应。还需要各种次级材料,例如表面凝胶涂层,添加到树脂中的填充剂等。这些东西赋予材料各种性能和结构芯材以产生夹心结构。
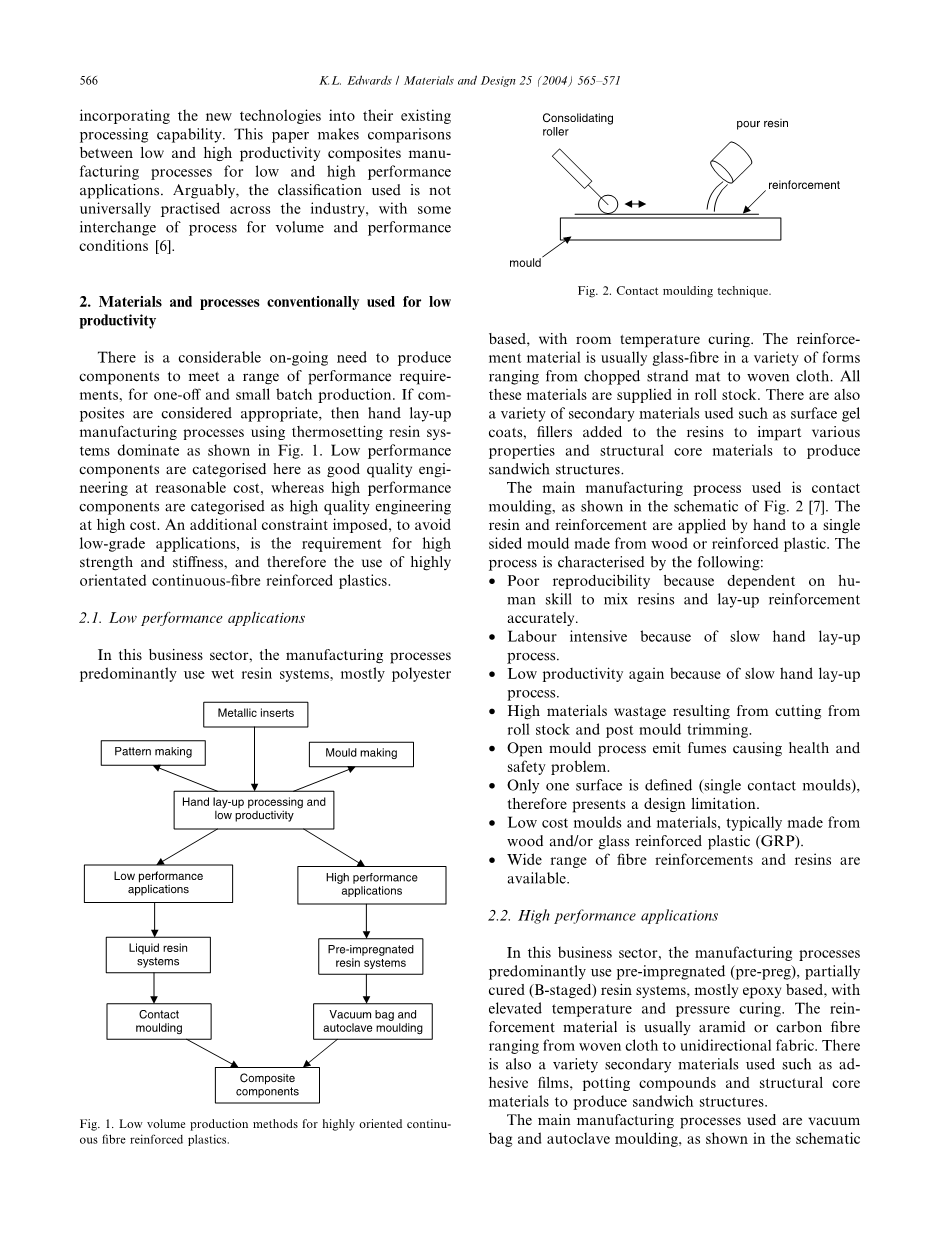
所用的主要制造工艺是接触成型。 手工将树脂和钢筋施加到由木头或增强塑料制成的单面模具上。该过程的特征如下:
bull;效率低,因为这取决于人工对制作过程的体力和精确度的把握。
bull;劳动力密集,因为手工铺垫过程缓慢。
bull;由于手工铺垫过程缓慢,生产力再次下降。
bull;从轧辊坯料切割和模具修整后产生严重的材料浪费。
bull;打开模具过程产生的气体会产生导致人参健康和安全问题的烟雾。
bull;仅定义一个表面(单接触模具),因此会产生设计限制。
bull;低成本的模具和材料,通常由木材和/或玻璃钢(GRP)制成。
bull;可提供各种各样的增强和树脂。
2.2 高性能应用
在这个商业部门,制造工艺主要使用预浸渍(预浸),部分固化(B阶段)树脂体系,主要是环氧树脂,在升高的温度和一定的压力下进行固化。 增强材料通常是从织布到单向织物的芳族聚酰胺或碳纤维。 还可以使用各种辅助材料,如补充膜,灌封化合物和结构芯材料来生产夹心结构。
使用的主要制造方法是真空和高压釜成型,如图1的示意图所示。 3 [7]。在后者中,将模具和模制件(在真空袋中)放置在加压烘箱(高压釜)内。该过程的特征如下:
bull;劳动密集,甚至超过湿式成型。
bull;生产效率低,铺层过程缓慢,树脂固化时间长。
bull;材料与用于湿敷层的材料相比是昂贵的。
bull;材料必须保存在冷藏库中,对于大多数材料而言通常为20C。
bull;材料的保质期限为6-12个月。
bull;从轧辊原料切割造成的原材料浪费高,后模具修整不可重复使用。
bull;真空袋组件不可重复使用,包含昂贵的材料。
bull;只有一个表面定义(单接触模具),因此存在设计限制。
bull;耐高温模具材料需要,通常是高性能的复合材料或者是昂贵的。
bull;铺设层压板和真空袋装所需的洁净室设施,环境要求高较为昂贵。
bull;高压釜设施需要进行合并和修理,需要较高费用。
bull;可提供各种各样的增强和树脂。
3.用于高生产率的材料和生产工艺
显然,上述传统的制造工艺无法应对大量可重复质量模制部件的快速生产。为了实现高容量一致的质量部件,需要能够进行半自动或全自动操作的机械化过程,对于需求量大的原始设备制造商和高级供应商,有必要自己运行更高的生产率制造过程或将工艺转包给其他公司。 例如与传统的手动过程并行运行更快的机械化制造过程。这些经营组合流程的公司的优势是能够为一次性和大规模生产提供经济路线,从而确保更大的市场[8]。
对于新机械化复合材料制造企业而言,由于已经存在商业技术,因此无需开发新工艺。当然这不排除需要开发内部流程的知识和经验,这需要时间和资源,因此代表着对未来业务的投资。 可用的商业过程有:材料分别是树脂注射或树脂传递模塑(RTM)和用于低性能和高性能应用的热塑性模塑。
3.1 用于低性能组件的树脂传递模塑
在这种技术中,钢筋被放置在两个匹配的模具之间。 最简单的形式有,树脂被注入到空腔中并且通过加强件被注入或夹在模具的边缘,如图1的示意图所示。 夹持的意义是为空气提供一条通道,以阻止树脂通过。
通过使用真空与通过容积式泵注入到腔中的树脂组合来排出其中的空气。
3.2 用于高性能结构部件的热塑性塑料
这是指在缺乏增强材料和树脂薄层的替代层的情况下,通过加温和加压下固化树脂的过程,如图1的示意图所示。 增强材料中的树脂量足够低以允许悬垂,并且调节树脂薄膜的量使得在固结层压板中产生所需的纤维体积分数。 典型的增强热塑性塑料包括碳增强聚醚醚酮(PEEK)和碳增强聚醚酰亚胺(PEI)。 一旦成型,增强热塑性材料可以通过各种加热和加压成型技术进行加工,而且对加强热固性材料的加工效果也是十分显著的。
4.对制造设计的影响
引入新制造工艺对制造方法的设计有重要意义[9]。 显然,低成本和高产量制造工艺的基础是完全不同的。 因此,当集成到一个组织中时,必须同时考虑两个过程,以确定最佳利用率。 然而,每个过程都有独特的局限性,特别是关于材料的选择,这对设计有影响。 树脂传输成型和热塑性压塑成型对于制造设计的含义如下所述。
4.1 树脂传递成型
该过程可以单独操作或与接触成型并联操作,下面提出的要点进行一些相对比较。制造设计的含义可概括如下,并参考材料和工艺流程:
bull;由于使用了匹配的模具,封闭的模具定义了两个表面。
bull;材料厚度在模制成型的基础上是高度可重复的。
bull;通过使用更快的固化树脂和预制的增强材料,可以提高生产率 - 根据模具的尺寸,所需时间为20分钟或更短,而接触成型为2-8小时。
bull;紧密控制材料消耗和树脂抽吸时间
如果使用的树脂系统是常见的,则可以通过一个泵单元依次输送给多个模具。
bull;选择性加固时间和准确的管理。
bull;能够使用更专业的增强形式,如非卷曲和针织物。
bull;可以使用所有常规的手工铺层材料,无需材料开发,强化和抽吸粘度降低的树脂。
bull;低成本加工设备在商业上可用 - 需要最少的开发,压力罐或容积式泵。
bull;需要采用结构合适的模具来承受更高的内部产生的成型压力。
bull;封闭模具过程具有最小的健康和安全问题 - 烟雾排放可忽略不计。
bull;使用预催化树脂可以消除车间树脂混合和相关质量控制问题的需要。
bull;用于接触成型的车间工人将不得不重新培训 - 需要不同程度的技能来操作RTM设备。
bull;再现性和降低的孔隙率使机械性能与压模成型相当,远高于接触成型。
bull;成型重复性允许结构粘合剂粘合和其他装配技术。
bull;完成接触式成型设备,RTM对于一个零件数量来说成本高昂。
4.2 热塑性压模成型
该过程可以与真空袋/高压釜成型单独使用或并行操作,以下进行一些相对比较。制造设计的应用可以总结如下,并参考材料和工艺流程:
bull;稳定的预成型机,具有恒定的成型性能和非冷藏储存。
bull;木线条可以修理或拆卸,材料可以重新使用。
bull;成型条件热成型,无化学转化。
bull;损伤公差 - 高残余冲击强度。
bull;加工速度更快 - 2小时以内,而绝大多数热固性预浸工艺为8-20小时。
bull;改善环境抵抗力 - 碳氢化合物,酸,盐水和航空燃料
bull;机械接头可以使用内聚力接合 - 导电加热,感应加热,超声波点焊,热板和辊。
bull;封闭模具过程具有最小的人身健康和安全问题 - 无烟气排放。
bull;用于真空袋/高压釜成型的商店工人必须重新培训 - 操作压模设备将需要不同程度的技能。
bull;可提供各种加工路线 - 压缩成型,深冲压,成型和冲压。
bull;材料可以忽略不计。
bull;烟雾毒性较低。
bull;改进的机械性能 - 更高的性能和疲劳寿命。
bull;可以加入常规钢筋混凝土材料,包括玻璃,芳纶和碳纤维。
bull;通过常规无损检测(NDT)检查,如超声波和X射线技术。
bull;需要高温工具 - PEEK高达400°C。
bull;完成真空袋/高压釜成型技术。
bull;可以利用现有的热固性预处理洁净室设施。
5.潜力和应用
因为对设备和人才培训的投资,实现更加有突破性的进程发展已经不是问题了。 并且,由于设备性能的提高,生产效率提高,产品质量明显提高。 这两个过程都是易于获得的,并且可以产生由他们有效替代的低体积过程产生的相同类型的组件。 然而,为保证最大的市场潜力,保留一系列生产能力(无论是内部收购还是收购)都有良好的经营理由。 以下是基于以前确定的低生产率路线已经生产复合材料部件的企业。
5.1 树脂传递成型
使用树脂传递模塑及其相关材料的潜力和应用总结如下:
bull;大多数成型可以通过接触成型制造。
bull;可以大量制作相似的模制品。
bull;需要两个定义表面的成型件。
bull;需要精确控制机械性能的模制品。
bull;需要在模制成型的基础上精确控制几何的组件。
bull;内部模具加热和真空辅助树脂注入(基本RTM)的技术允许大型组件的低成本制造,即使数量很少。
bull;获得合同工作(超能力)或与现有RTM模具竞争。
bull;工艺能够进行半自动化或自动化生产。
bull;低成本精确的管理和高产量生产适用于批量生产的承载结构部件,如汽车部件。
bull;灵活的加工允许各种各样的摩擦形状。
bull;本行已有RTM设备制造商和原材料供应商的成立资源。
bull;封闭模具加工可以实现近净形状生产,从而减少或消除了后成型操作的需要。
5.2 热塑性压模成型
使用热塑性压模和相关材料的成型和应用可以总结如下:
bull;大多数模制品,除了非常高的温度应用外,可以由真空袋和高压釜成型制造。
bull;大量相似的模制品。
bull;需要两个定义表面的成型件。
bull;需要精确控制性能的木线条。
bull;工艺能够进行半自动化或自动化生产。
bull;成型组件准备组装和涂装。
bull;冲击后的高剩余强度适用于弹道应用。
bull;高特性强度和特性是适用于轻型航空航天部件的特性。
bull;在真空条件下可忽略不计的排气是理想的空间应用。
bull;耐环境性适用于海洋和水下应用。
bull;化学惰性对于医疗应用很有吸引力。
bull;高特定的强度,耐损伤性,耐湿性和易于维修是军事和航空航天应用的合适特性。
bull;封闭模具加工可提供近净形状生产,减少或消除后模塑操作的需要。
6.考虑其他材料和加工技术
虽然这项研究的主要重点是复合材料技术,但对其他技术的使用有一些普遍的推论。追求技术或商业优势的材料以及工艺的开发是制造业务的常见做法。任何制造业组织的关键都是有效的生产,无论数量多少,都有足够的利润来维持业务。公司经常会特别限制自己的特定的或者熟悉的材料,如钢铁和特定的熟悉的工艺,无论是一般的材料脱模过程,如加工或材料成型过程,如铸造或材料制造过程,如焊接。显然,这些过程的组合通常用于实现大多数产品的成品。本研究选择复合材料的原因有两个方面:
- 它实现某些性能和生产力水平特定的产品的设计和制造过程。
2.它有助于洞察可能的替代材料和工艺,强调如果引入需要面对的好处和挑战,但是认识到新型材料可能会提供诸如传统材料不可能实现的高机械性能等优点。
对于那些已经积极参与复合材料研究的人来说,这种研究可能至少有助
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[137330],资料为PDF文档或Word文档,PDF文档可免费转换为Word
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

