
英语原文共 9 页,剩余内容已隐藏,支付完成后下载完整资料
可变冲模间隙的最优选择以提高非对称落料刀具寿命
关键字:可变冲模间隙,冲床压力,磨损,落料
摘要:落料冲模的间隙是一个众所周知的参数,它会影响落料和冲孔中刀具的寿命以及零件的边缘质量。选择最佳或最佳冲模间隙可以通过最大程度地减少刀具磨损来显着延长刀具寿命。先前的研究表明,冲裁模间隙对圆形零件下料期间各种板材和厚度的影响,而非圆形几何形状在工业应用中更为常见。因此,在这项研究中,考虑零件几何形状的影响以选择“最佳”冲模间隙以最大程度地减少工具磨损。在冲裁非圆形几何图形时,冲头和冲模会受到非均匀磨损,在半径急剧变化和几何形状突然变化的区域中观察到较高的磨损。在本研究中,使用有限元(FE)分析研究了冲模的间隙对冲裁应力的影响,以冲裁各种形状。确定了冲头模间隙,该间隙为不同的零件几何形状提供了最低的冲模应力值。开发了一种方法,以选择与几何形状有关的可变冲头-模具间隙,以在冲头上获得更均匀的磨损,从而增加了冲头和模具的寿命。
1.引言
落料是用于生产各种零件的常见制造工艺,从(a)很小的电子和电气元件(如引脚和连接器零件)到(b)由高强度和不锈钢制成的零件。根据应用情况,厚度为0.2–20 mm或更高的纸张会被冲切或打孔。不管所用片材的类型和厚度如何,都希望有更长的冲头和模具寿命以提高工艺的生产率。大量冲裁精密零件中,提高冲头和模具寿命特别有用。在如此大批量的生产中,模具寿命的增加减少了(a)更换/工具的锐化时间,以及(b)在转换后将工具放回压力机中时冲头,模具和其他工具组件对准所需的时间。冲裁的冲模寿命和边缘质量取决于各种参数,例如(i)冲模间隙(图1中的s)(ii)冲模和模具角半径(图1中的rp和rd)( iii)冲模材料和涂层(iv)片材(v)剥离剂压力(图1中的fb)和(vi)润滑[1]。在这项研究中,进一步研究了冲头-冲模间隙的效果,以提高冲头和冲模的寿命。
文献综述表明,已经进行了许多研究来了解冲模间隙对冲头寿命和冲裁边缘质量的影响。Wiedenmann等人[2]对厚度为1.4毫米的DP590进行了落料研究。在冲裁直径为10 mm的孔时,研究了间隙对零件边缘质量的影响在5-20%范围内。翻转和断裂区域(图1)增加,而剪切区域随着冲压模间隙的增加而减小。
Gruuml;nbaum等。[3]在冲裁低碳钢,高碳钢,铜,铝和黄铜的间隙厚度范围为5%至20%时,也观察到与[1]相同的效果。直径为12.7毫米的孔被覆盖。实验在0.15 m / s至3.6 m / s的落料速度下进行。结果表明,对于本研究中所有研究的材料,剪切区的长度(图1)随着冲模间隙的增加而减小。
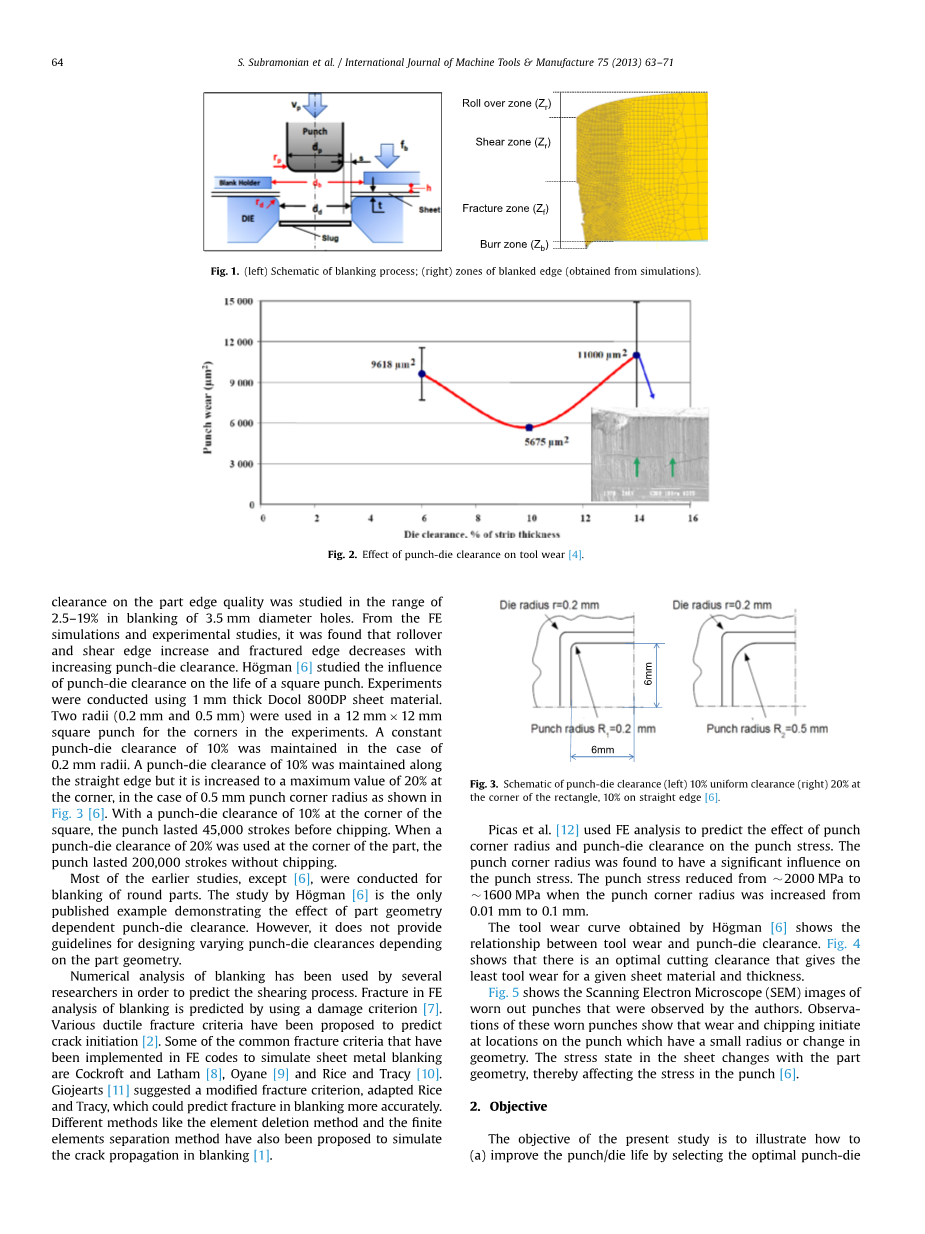
Bell [4]进行了一项研究,其中在三个不同的冲模间隙,分别为板厚的6%,10%和14%的情况下,冲切了1400 MPa级厚1mm的板材。在200,000次冲程后测量冲头磨损。已经发现,较小的冲模间隙会导致磨损,而较高的间隙会在切削刃中引起较高的弯曲应力,从而增加了冲头中刃口崩裂的风险。有一个最佳的冲模间隙,可降低工具磨损(图2)。
图1.(左)剪切过程示意图; (右)空白边缘区域(模拟获得)。
图2.冲模间隙对工具磨损的影响
Husson等[5]用FEA对厚度为0.58 mm的铜合金板进行了落料仿真,并将仿真结果与实验数据进行了比较。在冲裁直径为3.5 mm的孔时,在2.5–19%的范围内研究了冲模间隙对零件边缘质量的影响。从有限元模拟和实验研究中,可以发现,随着冲模模头间隙的增加,翻转和剪切边增加,而断裂边减少。Houml;gman[6]研究了冲头模间隙对方形冲头寿命的影响。实验使用1毫米厚的Docol 800DP片材进行。在实验中,在12毫米12毫米方形冲头中使用两个半径(0.2毫米和0.5毫米)作为拐角。在半径为0.2 mm的情况下,冲头模间隙保持恒定为10%。如图3所示,在冲模角半径为0.5 mm的情况下,沿直边的冲模间隙保持为10%,但在拐角处增加到最大值20%。冲头在正方形角处的间隙为10%,冲头持续了45,000次,然后才崩刃。当在零件的拐角处使用20%的冲模间隙时,冲头可持续200,000行程,没有碎裂。
除[6]以外,大多数较早的研究都是为了使圆形零件落料而进行的。 Houml;gman[6]的研究是唯一公开的实例,展示了零件几何形状对冲模间隙的影响。但是,它没有提供根据零件几何形状设计变化的冲模间隙的准则。
数位研究人员已使用落料的数值分析来预测剪切过程。通过使用损伤准则来预测落料的有限元分析中的断裂[7]。已经提出了各种延性断裂准则来预测裂纹萌生[2]。在FE代码中用于模拟钣金落料的一些常见断裂准则为Cockroft和Latham [8],Oyane [9]和Rice and Tracy [10]。 Giojearts [11]提出了一个修改后的断裂准则,即莱斯和特雷西,可以更准确地预测下料时的断裂。还提出了不同的方法,例如元素删除方法和有限元素分离方法,以模拟冲裁中的裂纹扩展[1]。
Picas等[12]使用有限元分析来预测冲头拐角半径和冲模间隙对冲头应力的影响。发现冲头拐角半径对冲头应力具有显着影响。当冲头角半径从0.01mm增加到0.1mm时,冲头应力从2000MPa降低到1600MPa。
Houml;gman[6]获得的刀具磨损曲线显示了刀具磨损与冲模间隙之间的关系。图4显示,对于给定的板材和厚度,有一个最佳的切削间隙,可使刀具磨损最小。图5显示了作者观察到的冲头磨损的扫描电子显微镜(SEM)图像。对这些磨损的冲头的观察表明,磨损和碎裂始于冲头上半径较小或几何形状变化的位置。板材中的应力状态随零件的几何形状变化,从而影响冲头[6]中的应力。
图3.冲模间隙(左)的示意图10%均匀间隙(右)在矩形角处为20%,在直边上为10%[6]。
2. 研究目的
本研究的目的是说明如何(a)通过根据局部冲头的几何形状选择最佳的冲头-冲模间隙来改善冲头/冲模的寿命,以及(b)获得更均匀的磨损并减少碎裂的可能性。假设是,非圆形冲头/模具上的磨损或拐角碎裂的变化与冲头/模具中法向/接触应力的分布直接相关。 因此,冲头上更均匀的应力分布(通过改变沿冲头周边的冲头模间隙)应导致更均匀的磨损方式,从而改善了冲头/模头的寿命。本研究中使用的术语是:
打孔角半径(图1中的rp)–打孔面和侧面之间的半径。
打孔半径(图1中的dp/2)–圆形打孔半径。零件几何形状–冲压的几何形状(与冲压面几何形状相同)。
3.方法
本研究采用的方法包括以下步骤:
(1)对于不同的板材,使用有限元分析研究零件几何形状和冲模间隙对冲头应力的影响。
(2)确定零件几何形状与冲模间隙之间的关系,以获得针对不同板材和厚度的冲头/模具上的冲头应力的最小值。
(3)在两种情况下(i)均匀的冲模间隙和(ii)可变的冲模间隙,在生产环境中通过实验比较冲头的磨损方式。
决定裂纹开始和扩展的临界损伤值是模拟下料的重要参数,因为它会确定下料边缘区域的长度。然而,在这项研究中,冲压机初始30%渗透到板材中时,冲压机上的应力是有意义的(如第4.1.1节所述)。在此期间,片材处于纯剪切力下,未观察到断裂,因此未模拟断裂。
图4.用Houml;gman冲裁厚度为1 mm的Docol 1400 DP时,通过实验获得的刀具磨损与冲模间隙之间的关系[6]。
4.使用有限元分析零件几何形状和冲模间隙对冲头应力的影响
研究了以下两个参数对落料期间冲头应力的影响:(i)零件几何形状(ii)冲模间隙。 使用商用软件DEFORM 2D / 3D进行有限元仿真,以研究这两个参数对冲头应力和冲裁边缘质量的影响。 有限元仿真中使用的参数如表1所示。有限元模型的验证是通过比较从仿真和实验获得的消隐载荷来完成的,其详细信息可以从Subramonian等人获得[13]。为了简化研究中的有限元分析,零件的几何形状将分解为不同半径和直边的简单形状,示例如图6所示。
表一.有限元分析中的参数
图6.示例显示了如何将零件几何形状划分为不同半径(细线)和直边(粗线)的简单形状。
|
Parameters Used in Simulations |
Value |
|
Sheet materialFlow stress mode Sheet thickness Material model Fracture model |
AISI1010sfrac14;698.630.0804ε0.2057 [14] SS301sfrac14;1929.9ε 0.1355 C51100sfrac14;842.42ε [Flow stress for SS301 and C51100 are obtained from biaxial bulge tests conducted at Ohio States Center for Precision Forming] 0.25 mm, 0.8 mm Plastic Adapted Rice and Tracy [10] |
|
Punch / Die Material modelMaterial Corner radius Clearance |
Elastic AISI D2 0.0127 mm Varies from 5% to 20% of sheet thickness |
|
Coefficient of friction |
0.1 Shear Friction |
|
Blank holder (stripper) force |
10 MPa |
图5.不规则磨损的冲头的SEM图像[6]。
4.1.零件几何形状的影响
进行有限元模拟以了解零件几何形状对冲头应力和零件边缘质量的影响,表2和图6。
表2用于研究零件几何形状对冲头应力影响的仿真矩阵。
|
Parameter |
Value |
|
Sheet materials |
AISI 1010, SS301, C51100 |
|
Sheet thickness |
0.25 mm |
|
Geometries |
Radii (R) – (i) 0.15 mm, (ii) 0.25 mm, (iii) 0.5 mm, (iv) 1 mm Straight edge (S) (Fig. 6) |
|
Punch/die clearance |
8% |
图9.零件半径(图6中的R)对0.25 mm厚(在0.25 t穿透时,给出最大应力)的不同板材的接触应力的影响。
图7.曲线长度AC:冲头拐角半径(图1中的
rp),其中计算出的应力绘制在冲头上。
图8.零件几何形状对使用有限元分析获得的圆角和直边接触压力的影响–板材:AISI 1010,厚度为0.25 mm(当冲头穿透0.25t进入板材时,对应于最大应力)。
4.1.1.对接触应力的影响
沿冲头的最关键区域估算接触压力,即沿冲头拐角半径的曲线AC(在冲头的端面-侧面),如图7所示。计算的应力随冲头行程位置的变化而变化。 。在这项研究中,显示最大应力的冲程位置(即冲头穿透)在板材中约为0.25-0.3 t,其中“ t”是板材的厚度。该行程位置也大致对应于消隐负荷最大的行程位置。
图8显示了在冲裁各个零件半径(R)时沿曲线长度AC的接触应力。冲头上的接触压力随零件半径的减小而增加。最高接触压力在A和B之间,更接近B。还可以观察到,当冲头的半径为0.6 t时,在冲头上会观察到很高的应力。但是当半径R接近4t时,随着半径变得无限大,应力水平类似于冲头的直边上的应力水平。
冲裁半径为0.6t的孔时,冲头的平均应力比直边冲裁时的平均应力高50%。还可以观察
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[238611],资料为PDF文档或Word文档,PDF文档可免费转换为Word
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

