英语原文共 8 页,剩余内容已隐藏,支付完成后下载完整资料
长网和圆网造纸机的数学建模
W.D. Zhang, Y.X. Sun and X.M. Xu
中国上海交通大学自动化研究所,200030.
中国杭州市浙江大学工业控制技术国家重点实验室,310027.
在本文中,“等效造纸机”同时具有长网造纸机和圆网造纸机的功能,并且通用模型是由机理分析发展而来的。该模型不仅是一个通常由系统识别得到的外部描述,而且是一个包含了内部过程变量的内部描述。实验表明,该模型与工厂中得到的数据保持精准一致。
绪论
造纸过程是一个包含了热量和质量转换的复杂过程。许多数学模型已经证明了这一点[1-4]。然而,这些大多数的数学模型是只关注它的子过程,例如一个头部框。整个过程的模型通常是建立在识别的基础上[5,6],该机理模型可以不仅表征了输入输出的行为,同时也表征了内部机制的行为。因此,它对分析,设计和控制造纸机的控制是有很用的。尽管业内已经通过机理分析提出了长网机的离散模型 [5,6],然而,它仅限于特殊情况。在发展中国家广泛应用的长网造纸机和圆网造纸机尚未得到一个通用模型。
在本文中, 提出了同时具有长网造纸机和圆网造纸机的特征的“等效造纸机”,通过机理分析研究出了系统动态模型。调查发现,之前提出的模型只是这种新模式的一个特例[5,6]。
“等效造纸机”和控制策略
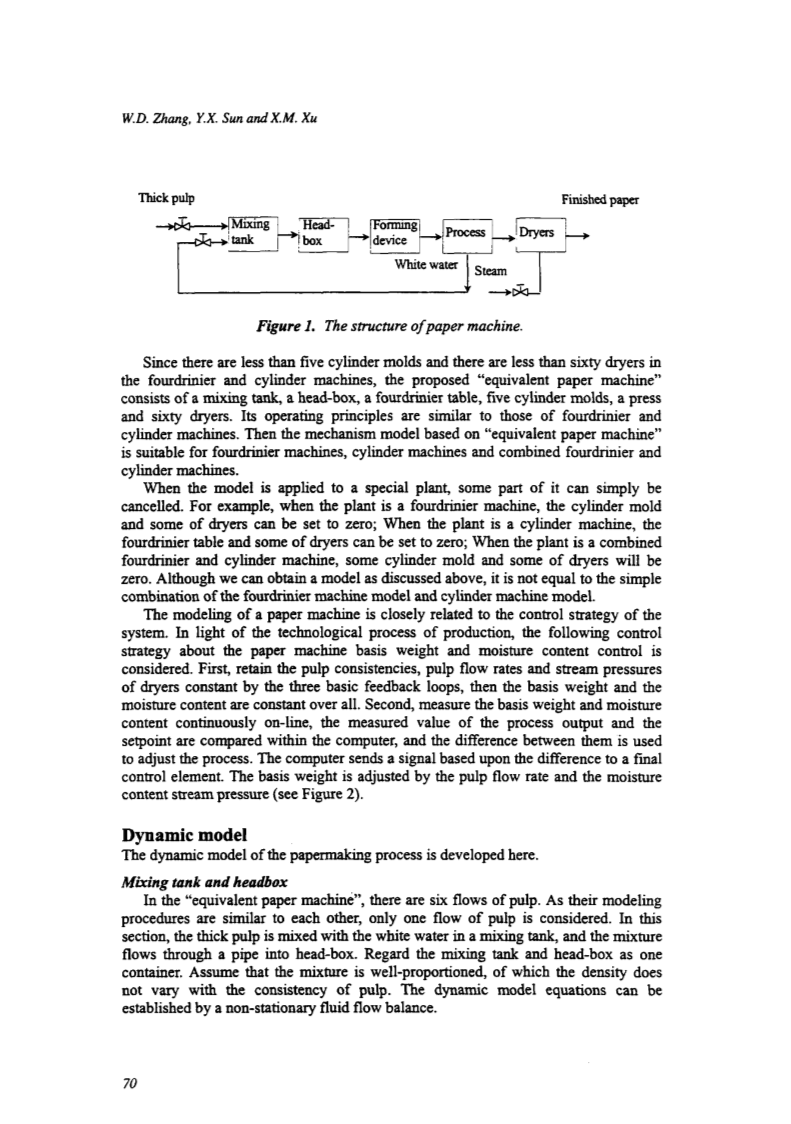
现代造纸工厂中有很多种类的造纸机,其中许多发展中国家广泛使用的是长网长网造纸机和圆网造纸机。在某些方面在两个造纸机的基本工作原理相同,只是片材成形装置(参见图1)有所差异。
成品纸
由于长网和圆网造纸机中圆筒模具不到五个,干燥机不到六十个,提出的“等效造纸机”由一个混合罐、一个流浆箱、长网表、五个圆缸模具和六十个干燥机组成。它的工作原理与长网造纸机和圆网造纸机类似。那么这个基于 “等效造纸机”的机理模型就可以适用于长网机造纸机,圆网造纸机以及长网和圆网联合造纸机。
当这种模型应用到一个特定的机械上,它的某些部分可以简单地取消。例如,当该机械是一个长网造纸机,那么就可以把圆网造纸机和某些干燥器的参数设置为零; 当此机械是圆网造纸机机,长网表和一些干燥器的参数可以设置为零; 当该机械是长网和圆网联合造纸机,那么一些圆网和一些干燥器可以设置为零。虽然我们可以得到如以上所讨论的模式,但它不等于所述长网造纸机模型和圆网造纸机模型的简单组合。
造纸机的模型与系统的控制策略是紧密相关的。从生产工艺流程来看,所述的控制策略要考虑造纸机的基本重量和水分控制。首先,由三个基本回路使纸浆稠度、纸浆流速和干燥机的流压力保持恒定,那么,基重和含水量也会保持恒定。第二,连续在线测量基本重量和水分含量,在计算机上将测量输出值和设定值是进行比较,取两者之差用来控制调整生产进程。计算机发送基于上述两者的差值得信号,以最终控制各个组件。基本重量由纸浆流速和含水量流压力调整(参见图2)。
动态模型
这里阐述的是造纸过程的动态模型。
搅拌罐和流浆箱
在“等效造纸机”中,有六个流浆部分。由于它们的建模过程是彼此相似的,那么只用考虑一个纸浆的流动部分。在这一部分中,厚浆与白水在一个搅拌罐中混合,并将该混合物流经管道进入头盒。把搅拌罐和头盒作为一个容器。假设该混合物匀称,它的密度不随纸浆的浓度而变化。动态模型方程可以由非平稳的液体流动平衡来建立。
其中H、A、rho;分别表示纸浆的深度、容器的横截面积和纸浆的密度; Gp, Gw , Gn 分别表示厚浆的流速、白水的流速和流出头箱的纸浆的流速;Cp, Cw, Cn 分别表示厚浆的浓度、白水的浓度和流出头箱的纸浆的浓度。考虑到稳态条件:Gp0 Gw0 = Gn0 , Gp0Cp0 Gw0Cw0 = Gn0Cn0,和纸浆流量的变化和纸浆深度之间的关系:Delta;G“= Delta;H / R,其中R是流动阻力,我们得到拉普拉斯变换如下:
其中,tau;f 是中央时间延迟。 Tfg 和 Tfc是时间常数,a1和a2是错误校正系数。 b1〜b5是是物理设备常数。如果我们想把一个长网机或圆网模型从系统中删除,我们可以简单地把Gp 和 Gw置零。
成型设备和脱水机
长网机的脱水过程类似于圆网模型。假设真个设备的的基础重量和水分含量是均匀的。通过质量平衡,有:
其中Bw 和 Ms分别是纸张的单位面积重量和水分含量。 g是每单位时间单位面积的脱水量。如果的脱水率是一个常数,那么B w1M s1= Bw0Ms0-W(1-Cw), Bw1 =Bw0 -W,其中Bw0和Bw1分别是脱水前和脱水后的基重。B w0 和B w1分别是脱水前和脱水后的含水量。W = int; gdt是脱水后白水的单位面积占比量。初始条件和Ms0由纸浆的状态决定。 Bw0 = Gn /DV,Ms0 =1- Cn , 其中D是在湿纸的宽度,V是造纸机的速度。
计算脱水后白水的量是非常重要的。仔细研究表明,脱水过程是受多种因素影响的复杂过程。因此,很难建立由机理分析的模型,我们将使用经验公式来代替。
对于圆网机,脱水量主要受纸浆流速Gm,,纸浆浓度Cn1,模具内外纸浆之间的高度差h和速度Vc 影响。我们可以将脱水量W1 描述成。
对于长网机,主要影响因素是纸浆流速Gnl,,纸浆浓度Cn1和速度V1. 可以将脱水量W1 描述成。
我们发现上述两式是类似的。如果我们将长网机规定Ct= 0,那么后者是前者的一个特例。、速度的影响相对较小,并且可以省略,引入的误差将在最后一节得到纠正。考虑网格部分的时间延迟,通过转化和线性化,我们得到了简化模型的结果:
这部分由许多成形设备组成,那么可以由以下公式得到单位面积重量和水分含量:
假设有在压制过程无纤维脱落。定义变量Delta;Msin 和Delta;Msoul分别是进入脱水机和离开脱水机的含水量,它们之间存在以下关系Delta;Msin =KwDelta;Msoul,其中Kw是脱水机的脱水率,便可以得到成型设备脱水机的模型。
干燥是一个相当大的、复杂的、难以理解的过程。为了得到低阶的但具有高精确度的模型中,提出一个“等效烘干机”的概念,“等效干燥器”由一组具有类似于干燥机功能的设备组成。烘干机可分为两部分:干燥部(相当于50台干燥机组成)和上浆、涂抹部(相当于10台干燥机组成)。
工艺过程的调查证明,干燥过程是主要涉及的“等效烘干机”的温度,初始基重Msl,初始含水量即Bw2,和速度V。可以得到的经验式截面的模型可以写成如下(6)式:
等效烘干机的表面温度Tdh,可以通过每一个干燥机的表面温度来获得。然而,这将导致高阶模型,因此需要考虑每一个烘干机的表面温度参数的线性组合,即:。令Mc 为比热容,Qin 和Qout 为干燥机吸收和释放的热量,那我们就可以得到Mc(d Tdh /dt)= Qin - Qout ,因此
其中,P1为所述流压力,H是流的焓,由于焓难以测量,所以最好是把焓作为一个常数考虑。
上浆、涂抹部对纸张的基重和含水量有着相似的效果。因此,在此只讨论涂抹过程。令B1为单位面积的涂抹量,W1 为其水分含量,.我们有线性方程:,
因此,得到上浆、涂抹部的数学模型如下:
整个造纸机的通用模型
基于上述讨论和数学处理,等效造纸机的模型可以建立如下:
其中Gp是稠浆被用来控制单位面积重量的流速,P是被用来控制水分的流压,A是控制变量的传递函数矩阵,B是的传递函数矩阵干扰变量。因为每个部分时间常数和时间延迟有所不同,A或B有些复杂。简化后,变成了一阶或二阶加纯滞后得传递函数形式。
应用
由于篇幅所限这里只给出了长网造纸机的应用。该模型的有效性已经通过测试,已经在常规工作环境下验证了和证实了该数学模型的有效性。长网造纸机由一个长网网格和七个烘干机组成。选择浓浆流速为Gpi 和烘干机的流压Px 控制变量。造纸机是很老的机器但设备更新换代速度很快。因为要求生产出高品质的纸张,浓浆和白水的浓度变化的扰动是比较大的。使圆网造纸机数学模型的所有流速参数置零,并选择浓浆浓度Cpi和白水稠度Cw6作为扰动变量,我们建立了如下的造纸机的模型:
造纸机的实际输出和从模型计算出数值如图3和图4,这表明,该模型具有较高的精确度。
图3 浓浆流速的阶跃响应
(实线代表测量量,虚线代表计算量)
图4 流压的阶跃响应
(实线代表测量量,虚线代表计算量)
在该数学模型的基础上,用一个强大的控制器控制基重和含水量。该系统投入运行后,一流的生产速度提高了15%,热系统节能12.5%,
单位面积重量降低至1.5克/平方米。
结论
长网造纸机和圆网造纸机已经通过造纸工艺的机理分析建立了数学模型机理分析。来自造纸厂的测试数据与该数学模型高度一致,这表明它足够准确用于控制系统的设计。因为机制分析强调造纸过程的共同特性,所以不同的造纸机的数学模型具有相同的结构。唯一的区别是,它们采用不同的参数,这些参数通过在稳定状态下产生的数据来确定。该模型已被成功地用于2种造纸机的单位重量和水分含量的控制。
致谢
该项目由中国自然科学基金(69804007)和上海科技磷计划(99QD14012)的支持。
参考文献
- Angelov,V. , Valtchev V., and L. Guntchev. 1983. Optimal Paper Machine Control with Adaptive Properties. 5th IFAC PRP Conf.,Antwerp., t29-133
- Astrom,K. J., Borisson U., Ljung L., and B. Wittenmark. 1977. Theory and Applications of Self-Tuning
Regulators. Automatica, 13 ,457-465
- Codieux.S. M. 1983. A Mathematical Drainage Method for Fourdrinier paper machine. J. Pulpamp;Paper
Scie., TK111
- Gen til,S. 1975. difference Methods for Dynamic Identification of an Experimental Paper Machine. Proc. 3rd IFAC Sym. on Identification and System Parameter Estimation, The Hague, 478-481
- Wang.Q.G. 1984. Modeling and Control of Papermaking Processfln Chinese). M.S. thesis, Zhejiang University
- Sun,Y.X. 1993. Modeling and Control of Paper-making Processes (In Chinese). Zhejiang University Publishing House
Received: 15 June 1999; Accepted after revision: 15 May
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[150831],资料为PDF文档或Word文档,PDF文档可免费转换为Word
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

